



�����ܵ�Ӧ��ά����ֱ�ܶλƽ�ڹؼ�����̽��
��Դ�����ܵ���ȫ������2026���2�� ���ߣ������� ������ ������ ʱ�䣺2026-3-26 �Ķ���
������1 ������2 ������2
1. ���ҹ�������������˾ɽ���������ֹ�˾�� 2.���ҹ�������������˾�����������ֹ�˾
ժҪ�����ľ۽������ܵ�ֱ�ܶλƽ�ڹ������ӹؼ�������ϵͳ�������ڹܵ�ά�����еļ����ص���ʵ��Ӧ�ù���������Ļ�������ļ��β���������Ч�����Ӧ��λ���µ�������⡣ͨ���������и�Կں�����Ӧ�����Ƽ������Լ���Բ�ͬӦ��λ�ƹ����ļ��������������ɸ�Ч��ɹܵ��ƽ����ͷ��ҵ��ʵ�ʰ�����֤���ü���ʹ����Ч������40%���ɱ���Լ25%��Ϊ�ܵ�ȫ�������ڹ����ṩ�ؼ��������ϡ�
�ؼ��ʣ��ܵ����䣻ά��������ֱ�ܻƽ�ڣ���ͷ���գ�Ӧ������
�ҹ���������;�����ε�ò���ӣ�������������ʪ������ɽ�ֵضμ����Ӵ�Խ�Σ��ܻ��¡���ʯ����ˮ���������Ȼ�ֺ�Ӱ�죬�Լ�������ʩ��������͵���Ϊ���ظ��ţ��ܵ����Ρ���ʴ��������ʧЧ�ȷ���ʼ�մ���[1]��������¹ʷ�����ͨ����ѧ��Ч��ά�����ֶο��ٻָ���������Ϊ�ܵ���Ӫ�����ĺ��Ŀ��⡣��ά������ҵ�У�����Ϊ���ƽ�ڡ���������ͷ���գ����似���Ѷȴ��������ֱ࣬����Լ�������̵�������Ч��[2]�����������һ���ռ����ѵ㣬������������ܵ��ƽ����Լ����������ļ��β�����������Ϊά������ҵ�ṩ�����
1 �ƽ����ͷ�ļ����ѵ�
�ƽ�ڼ��ܵ���ͷ�����һ�����ڣ�ͨ����������ռ�λ�öԽӵ���ս�����ѵ��������¼������档
�ۼ������ơ����������漰��桢���㡢���������ϡ���Եȶ�����ڣ��κ�һ�����ڵ�С������������ͷʱ�Ŵ������ʧ�ܡ�
����Ӧ�������Ϲܺ����ܶ������ᷢ��Ӧ���ͷţ�����������ƫ�ơ���λ���γɼн�[3]��Ҫ����ҵ�߾߱���ǿ�Ŀռ��������ͼ��μ���������
������Լ�������ֳ������ռ���С�������¶ȱ仯Ӱ�죬���ۺϿ���������������Ծ��ȵ�Ӱ�졣
2 ��ͷǰ�������������
�����������ˡ�����λ��ȷ����������У�����ӹ������ܵ���������ָ�꣨���ʡ��ȼ��������γߴ磨�ںܾ�����Բ�ȣ��Ƿ�ƥ�䣬ȷ�����㺸�ӹ�������Ҫ��
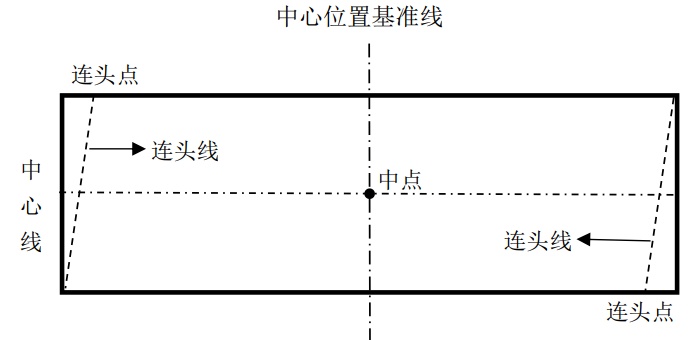
�Ϲ���Ӧ���ͷš�������ͷ�ɹ��Ĺؼ�ǰ�ᡣ��鿱���������ӹܵ�ˮƽ�߲����ƫ�������������ͷ��λ���ڣ���һ��Ԥ���㹻�����Ͽ����ߣ����öϹ��ͷ����ܻ��۵��غ�Ӧ������Ȼ����Ӧ��������Ӧ�����Ϲܺ����Գ��ػ�������Ϊ���գ��÷��߲鿱���������ߵı仯�����ͼ 1����ͨ����Ϊ����Ӧ���ͷ���̬�����ޱ仯����ͬ��λ���γɼнǣ��۷���λ���γɴ�λ��
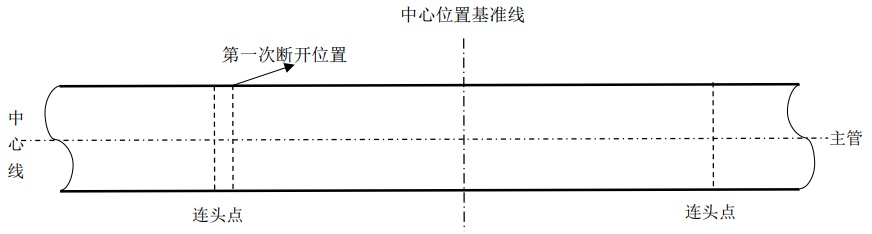
ͼ 1 ����Ӧ���ͷŶϹ�ʾ��ͼ
�����������ȷ���������ӹܴ�����������ͷǰ������ȷ�����ӹܵijߴ硣����ˮƽ�����ֱ���ҳ������ߺ��е�λ�û��ߣ��������˹ܿ�ȷ���ĵȷ����㣬ȷ������λ�ñ���һһ��Ӧ���������к��������и��������������뱣֤���������ȷ���Ҿ����������ԣ���ֹ���и�����б��ģ���������ܴ��������������ҳ������ߣ��������ܶε�����λ�á��Դ˽�����ͷ���ػ������棬�����������ߵij������������Ա�ǡ������ӹܳ����������ϱ궨������ͷ�㣬ȷ�����������ӹ����Ķ�Ӧ���˲�������Ч�������Ӿ������ɵ�����ߴ�ƫ�
3 �ƽ������뺸�ӹؼ�����
3.1 ���ӹ�������Լ�϶�Ż�
Ϊ���⺸����Ӧ�����µļ�϶�������Σ����������ӹ�˳����λ���ɲ���Ԥ��б���϶��[4]�����ַ��������˽����������������Ժ��������۳ص�Ӱ�졣
����������ʱ���������˹ܿڶ�������λ�ò��䣬�Թܿڶ�����ߵ�����1 mm��Ϊ��㣬��ײ������б�������ĥ��������װʱ�������ӹܴ���������λ����1 mm����������Ч�������ӹ���������������ļ�϶��խ��
����������ʱ�����ֵײ����㲻�䣬�Թܿڵײ���͵�����1 mm��Ϊ��㣬�������б�������ĥ��������װʱ�������ӹܴ���������λ��
3.2 ��װƽ�����
�����ĵ�װ����ʡ�������ܱ�֤��ȫ��
ֱ����ͷ�����á�һ�˹̶�+һ�˺�«��������һ�˲��õ�װ��ֱ�ӹ̶�����һ�����������«��������ˮƽ���������غ϶ȣ���ֹ�ܿ��ڶԽ�˲�������ײ���������¿ڡ�
���μ���ͷ����ͨ/��ͷ�������á�����̶���������һ�˹̶����������˼��ؼ��ڵ㣨����֧ͨ�ܡ���ͷ�в�����ʹ��������«�����������ܿں�����ƽ�⡣���ֶ������ܾ�ȷ�������μ��Ŀռ���̬��ȷ�����ܿڼ�϶���ȡ�
3.3 ������ں���
������������ӹ������ܵ�����λ��Ӧ����100 mm���ϣ�����Ӧ�����У���������Ҫ�ѹ��������ڹܿ��·���6����λ�ã�����Ϊ��λ���������������ѵ㣬�����ص����������Ӻ���ȱ�ݵķ��ա�
���ȱں����������߱ں�ͬ��Ӧ�Ա��ڹ��ھ����⾶Ϊ�����������ں��⡱ԭ�Ժ�ڹܽ���30�㵹�ǵļ������������������ڹܵĹܾ��ͱں�ߴ磬���⺸�ӹ����в������ƻ�δ�ۺ�ȱ�ݡ�
4 ��ͬӦ��λ�ƹ����ļ�����������
��ʵ�������У��ܵ��μ�����Ӧ��Ӱ�죬�ܶ˳����ֽǶ�ƫ����IJ��û�������ļ��β����������������÷���ͨ�������ܿڲ�ͬ����Ŀռ�λ�ò��죬��ȷ�����и����[5]��
����һ���Ϲܺ���λ�ƣ�����״̬����
�����ܶ����������غ�ʱ�������ӹܳ��ȵ�һ�룬��Ϻ��Ӽ�϶��ֱ���Գ��ػ�������Ϊԭ�㣬ȷ����һ���и�λ�á�
����Ҫ�㣺�ϵڶ������ȵ�������ܶ�ʹ����������ȫ�غϡ��������ϸ��һ�˹ܿ�Ϊ�»������±궨�ĵȷ����㣬���������ӹܳߴ練����һ����ͷ�㡣�ص�У��ܿ�ƽ�������¿ڽǶȣ�ȷ���¿ڶ۱߾��ȣ�Ϊ���������Ӵ��»�����
��������ͬ��λ���γ�С�Ƕȼнǡ�
�����ܶ��������ӳ����ཻ�γɼн�ʱ���������м��β���ֱ����ԣ�������һ���϶���������ӣ���һ���϶��С��������ͨ�����β����������ܿڡ�
����Ҫ�㣺�����ܶ�������λ�ú��ҳ��γɼнǷ������������Ϊ���ܶ��������ߡ����������ܿڶ�����������ײ������࣬���ֵ��Ϊ������ߴ硱��
��ͷ��������ʽ�ֱ�Ϊ�����ܶ�����ͷ�㱣�ֲ��䣻�ײ���ͷ��Ϊ����ߴ穁1/4����ߴ磻������ͷ��Ϊ����ߴ穁1/8����ߴ硣
�����µĸ���ͷ�㲢�иͼ 2���������ӹܵĶ�Ӧ�����ϣ����ջ������ߣ���ͬ������������ͼ 3����ͨ���ܿ�б�油���Ƕ�ƫ�ʹ����б���ڿռ����γ�ƽ�жԽӣ���֤ȫ�ܼ�϶���ȡ�
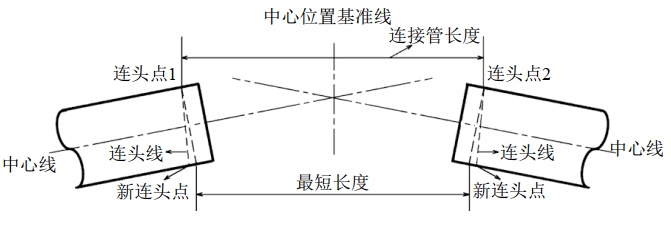
ͼ 2 �ܿ���ͷ��ʾ��ͼ
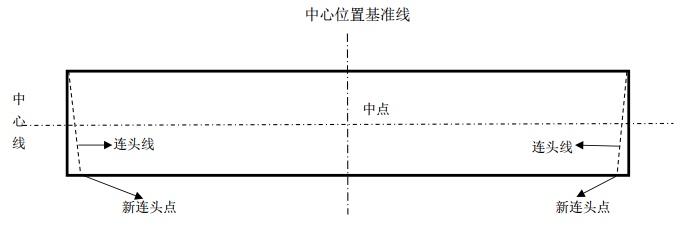
ͼ 3 �ܿ���ͷ����ջ���ʾ��ͼ
������������λ���γɴ�λ�ڣ���ӹ�������
�����ܶ�������ƽ�е���λʱ������á�˫���������˹����£��ܿڲ����нǶ�ƫ���������λ�ƣ��ǿ��鹤��ˮƽ������Ѷȡ�
����Ҫ�㣺ȷ�����������������Ϊ���������ߣ��÷������ӹܿ��¶������������Ӧ��һ�˹ܿ������ߣ�����ֱ�dz���֮��ϲ��������ܿ��ڴ�ֱƽ���γɼнǵIJ���ߴ磨ͼ 4����
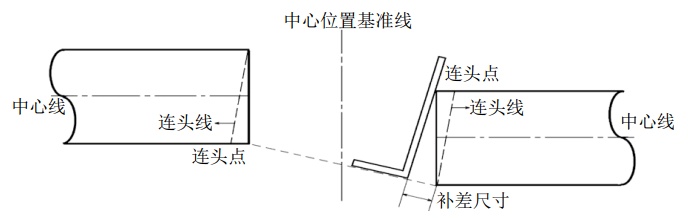
ͼ 4 �ܿ���ͷ�㲹��ߴ�ʾ��ͼ
��ͷ��������ʽ�ֱ�Ϊ�����������ߵ㰴���ӹ�һ��ijߴ磨���Ǻ��Ӽ�϶�������������ߵ����ӹ�һ��ߴ穁1/4����ߴ磻�ײ��������ˣ������ߵ����ӹ�һ��ߴ穁1/2����ߴ硣
������ͷ�������и���ĥ���ﵽ����Ҫ����һ�˹ܿڼ����ӹܾ����ջ������ߣ���ͬ���İ취�ڸ����������ҵ����Ӧ�IJ���ߴ�ȷ����ͷ�������ĥ��ͼ 5����
ͼ 5 �ܿ���ͷ�㲹��ߴ���ջ���ʾ��ͼ
ͨ����Ϊ����ܿ�б�ȣ�ʹ���������ʱ�ܹ�ͨ����ת����бʵ���������ϡ���ʵ�ʲ����У����跴���Ե�װ������ĥ����ֱ�������������ڹ淶������Χ�ڣ�ͨ����2 mm����
5 ����
��������Ļ�������ļ��β������������ӵĿռ伸������ת��Ϊֱ�۵����Գߴ磬��Ч����˸���Ӧ��λ���µ�������⡣���Ԥ��б���϶�벻�ȱں������������������˺���һ�κϸ��ʣ���������Բ���Ӧ����
ʵ�ʰ�����֤�������ü�����ά������ҵ�б������죬ʹ����Ч������40%���ɱ���Լ25%��Ϊ�ܵ�ȫ�������ڹ����ṩ�˹ؼ��������ϡ�������渴�ӵġ��ƽ�ڡ���ͷ������������ͳ����������Ϊ�̡�δ��Ӧ��һ���ƹ���ά����ɨ�輼������ͷ����е�Ӧ�ã����з������ɶ�Һѹ�������ͨ����������ʵ�ֹܵ����ı��������ֻ������ܻ���Ϊ������Դ�����İ�ȫ�����ṩ����ʵ�ļ���֧��[6]��
�ο����ף�
[1]�����飬�����ƣ����������.�й������ܵ�ά��������״����չ����[J]. �������ˣ�2021��40(06)��601-610.
[2]�Ž�.����ܵ�������ͷʩ����������������[J]. ʯ���̽��裬2019��45(S1)��162-165.
[3]�ֹ�������Ρ���Ϸ�ǿ. �ܵ�ά������ͷʧЧԭ�������Ԥ����ʩ[J]. ���Ӽ�����2020��49(09)��98-101.
[4]������.����ܵ�������µ���ͷ��Թ��ոĽ�[J]. ��Ȼ����ʯ�ͣ�2018��36(02)��112-116.
[5]��ɭ.��������������㷨�Ĺܵ���ͷʩ������[J].ʯ���̽��裬2020��46(02)��54-57.
[6]��ܣ�ϯʱ������ͨ�֣���.��ά����ɨ�輼���ڹܵ�������ͷ�е�Ӧ��[J].�ܵ��������豸��2022(03)��42-45.

����飺��������1972��������ר����ʦ����Ҫ���¹ܵ�Ӧ��ά���ܵ����ս��谲װ��������ϵ��ʽ��18309515196��lvjm@pipechina.com.cn��
��ƪ��
��ƪ��
 �ʹ������� 62010202003034��
�ʹ������� 62010202003034�� 
