



��������Ȼ��֧�߹ܵ��ڼ���Ż���������
��Դ�����ܵ���ȫ������2026���2�� ���ߣ���¤ ������ ���� �Ž��� �Ŵ��� ������ ʱ�䣺2026-3-26 �Ķ���
��¤ ������ ���� �Ž��� �Ŵ��� ������
���ҹ����������Ϲ�˾
ժҪ����������Ȼ��֧�߹ܵ���������ٵ͡����������ܵ��ھ�С���ص㵼���ڼ����ҵƿ�������������ϵ���ij��������Ȼ��֧�߹ܵ�Ϊ�о������������ڿ�չ���ιܵ��ڼ����ҵ������������˼�����ԭ�ӡ��豸��ơ����ղ��������̹����������������ϵͳ���Ż��������ܽ����Ż����ⷽ���ļ������ơ������Ż������ɹ�ʵʩ��֧�߹ܵ��ڼ����ҵ��ָ���Ľ�����Ż������ǿɸ��Ƶĵ������ܵ��ڼ����������
�ؼ��ʣ���������Ȼ���ܵ��������ܵ����ܵ��ڼ�⣻�ֽμ�⣻��վ���ҹ��յ���
���ϵ���ij��Ȼ��֧�߹ܵ�ȫ��Լ200 km��2016��Ͷ�������ѹ��6.3 MPa������ѹ��4 MPa���ܾ�219 mm���ֹܵȼ�L290��ֱ������ܣ���Ҫ�ں�5.6 mm��6.4 mm������������ʰ뾶����5 D�����賡վ2��������7�����ùܵ�Ͷ�������ڿ�չ�������ڼ�������������������ࡢ������ܵ��ļ�����⡱δ˳����ɡ�������������¼����Ϲؼ�ԭ������ϣ�����Լ�����ṹ�ͼ�����̽��е������Ż��ڼ����ҵ����������˳��ʵ��С�ھ�������֧�߹ܵ����ڼ�����
1 ��չ�ܵ��ڼ�����
1.1 �״��ڼ��ſ�
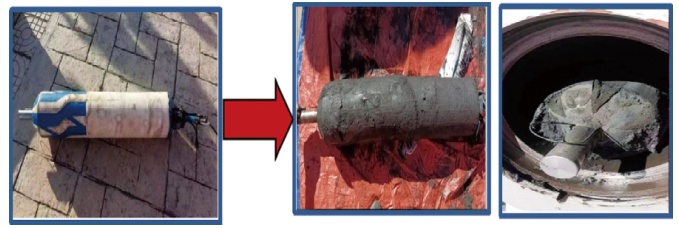
2020�꣬�ܵ��״��ڼ�����4����ĭ����������͡����ܶȸ�1�Σ����ܶ�2�Ρ�2020��9�¡�10�·ֱ��͵��ܶ���ĭ����������ܶ���ĭ���������δ����֧��ĩվ����Ͳ����2���º�֧����վ����������Է����������Ƭ�����ͨ�����Ź��ղ�����ε���վ�������ҷ��������״η����ܶ���ĭ������ɹ�����֧��ĩվ����������ʱ��240Сʱ27���ӡ��������������Ϊ���룬ĥ���������أ����к��⾶200 mm�������ж�����������ɷ���Ͳ�¶ȼ�������ڹ������¡��Ƴ�����վ�¶ȼƺڶ��η����ܶ���ĭ�������ͬʱ�����������Ż����У��ɹ�����֧��ĩվ��������ʱ��79Сʱ42���ӣ���ǰ������66.7%�����������ṹ����������ĥ�����������к��⾶205 mm��������ڼ�����ƽ�����ͼ 1����

ͼ 1 ���ܶ���ĭ��������ǰ��Ա�
1.2 �ڶ����ڼ��ſ�
2023��9�¿�չ�ڶ��ιܵ��ڼ�⣬�������Ϸ����û����������ǰ�����������������ǰ��ѹ����ϼ���������ٶ���0.2��5 m/s������ѹ������4.2 MPa�������͵�һ�����ܶ���ĭ���������72Сʱ12���ӵ���֧��ĩվ�����������ṹ�����������������͵ڶ�����ĭ�����������ģ���壩����4#���Һ������¡�����͵��������ܶ���ĭ���������Ԯ������ε���վ���ͷ��ҵķ�����������92Сʱ17���ӵ���֧��ĩվ���ڶ�/����������жദ���ƺ�������ε���ɵĻ��ۡ��������͵��ĸ���ĭ���������������ε���վ���ͷ��ҷ�������������64Сʱ07���ӵ���֧��ĩվ�����л���������û�г��ֽϳ�ʱ��Ŀ��£���������������̽ͷ��ͼ 2�������ݴ��ڲ��ֶ�ʧ��
ͼ 2 ��ĭ������������ǰ��Ա�
2 ������ԭ�����
2024��10�¸�֧��5#��6#��7#���ҽ��нضϷ�����������ҵ���ܵ������ڲ����ʽ϶࣬�ײ�����2��3 cm��ĺ�ɫ��ĩ����Ҫ�ɷ�Fe3O4��FeO��OH����FeCO3��δ����ð�̡���ȼ������ϳ���������������渲����һ��Ϻ����࣬�����ܵ��ײ��Ϻ�������Դ�ڳ�������������������ʡ��Ʋ�ܵ��ڼ��ʧ�ܵ���Ҫԭ��������3�㡣
��1��ԭ�����������̽ͷ�ͼ���̽ͷ���ɷ�װ����ĭ�����ڳ�һ�����壬���ʱ�ɼ������������Ҹ��ӣ�����̽ͷ���ڷ�����ƴ������ص�����¼��ļ������ݲ���
��2���ܵ��ڷ�ĩ����Ӱ������������ɿ��£����¼��ʧ�ܡ�
��3����ʴ��������������ԭ��������ʴȱ���⣬Ӧ�����ⲿ�غɼ��ܵ����ʵȾ�������쳣�źţ��ɼ��������ź��ⲿ���ż������������ݷ������������������ο���
2.1 �Ż�����
��1���豸����Ż���һ�Dz�ּ��ܣ��������ݸ��ţ���ԭ������+����һ�廯����������Ϊ��������ĭ���α��μ��������ĭ�����������tu.3�����ֱ�۽��ܵ������븯ʴȱ�ݼ�⣬�����������ݵ��ӵ��µķ�������������Ӳ�����ã�ǿ��������������μ����̽ͷ������6������12��������IMU��λģ�飬����λ���ȡܡ�0.1 m���ο�����������������λ���ȡ�15�㣬�ɾ�����������ȣ�ͼ 3�������������������������12������20��������������ʧ��������ȣ���ʶ���9% wt�Ľ�����ʧ��ԭ�豸��©�주10% wt��ȱ�ݣ���
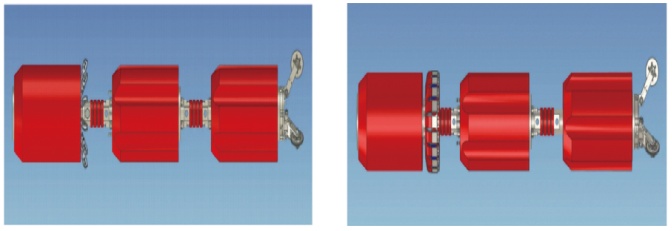
ͼ 3 ������ṹ����
��2�����ղ����Ż���һ��ѹ��������Эͬ���أ�������������⣺���֧�������ͣ�22.8��104 m3/d�����µ��豸���л������⣬�������ѹ���١������ǣ�������ѹ����4.74 MPa����4.2 MPa��ʹ����豸ƽ�������ٶȴ�0.65��1.63 m/s������0.73��1.83 m/s��������ʱ����69Сʱ12����������61Сʱ34���ӣ������������ٲ��㵼��ͣ�͡����Ƿ��䷧�Ҷ�̬�ܿأ��������ٲ������ƶ������������ǰ�رշ��䷧��ͨ����ָ����䡱�IJ������̣�������������µľֲ������轵�����磬�����ͨ��2#����ǰ�رշ��䷧��ԭ������3.2��104 m3/d����ͨ�������¿�����ȷ���豸ͨ������ʱ�ٶ��ȶ���1.0��1.2 m/s��
��3�����̹����Ż���һ��ǰ�������̤�����ų��ܵ��ϰ����Ż��������� �����ܶ���ĭ��ܡ�ǰ�û��ڣ�����ܵ������ۡ��ݸ˵�����������ʿ���������ͬʱ��200 km���߿�չ̤����꣬ÿ1 km ����1������У�������150����������λ���������λ�ã���� ���������ա���������Ӧ���������ܿأ�������ҵ��ȫ����Ӧ�����棺�ƶ����¡�й©�����ֵ�14��Ӧ��Ԥ�����䱸��Ԯ���������ѹ�����豸�ȣ��緢�����������ʱ����ͨ������ѹ��������;�Ԯ������ȡ���������ã�����ܵ���ʱ��ͣ�ˡ����������棺��������⡪������֤�����淴�����ջ���������GB 32167�D2015���������ܵ������Թ����淶���ȱ��������������۱��棬ȷ����������ݡ�����֤��
��4��Ӧ�ó�����չ���Ż��������������ڸ�֧�ߣ�219 mm�ܾ���X42�֣������ɹ�Ӧ���ڶ���ܵ��������ӡ���һ֧�ߡ���չ���������ܵ�����֤����㷺�����ԡ�
2.2 �����
��1����������ؼ����ݡ�2024��12��9����11�գ����øĽ�����ڼ���Ż������Ը�֧�߹ܵ��������ڼ����ҵ����09��14ʱ12�ִ���վ���;��Ż���ƵĶ�����ĭ���α��μ��������11��16ʱ39��˳���ִ�ĩվ����Ͳ������ʱ��50Сʱ27���ӣ�ȫ�����¡������2020�ꡢ2023�꣬�������Ч������������
��������պ�״̬��ã�tu.4������е����̽ͷ��ʧ�����μ�������к�ƽ��ֱ��ĥ��Լ2 mm���ɳ�ʼ209 mm����207 mm����ĥ����ȣ���������ҵ��ģ�ͼ 4����ǰ�õ����ܶ���ĭ���������ܵ��ڷ�ĩ�����ʣ���ҪΪ��ɫ������ĩ��Fe3O4�ȣ�����Ч�����˺�����������������������ݸ��ŷ��ա�
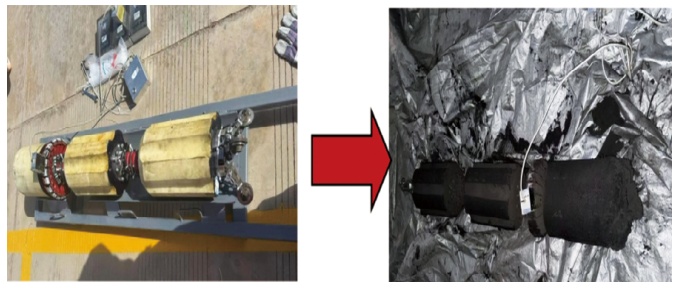
ͼ 4 �����ɺ��������
��2�����ݻ�ȡ���������������μ�����ݲɼ�������δ��������ǰ���ε����ݲ��ֶ�ʧ���ź��������⡣���μ������¼�Ļ����졢��ͷ����ͨ�ȹܵ�������ʶ���ʳ���98%������λ�������ڡ�0.1 m���ڡ�����������ɼ����ź������ȶ������������������������ݸ�������������쳣������
��3���ۺϳ�Ч�������Ż�������Ӧ�ã�ʵ���˸õ�������������֧�߹ܵ��ӡ��������Ч��⡱������Ч���ɹ���ȡ������������ݡ��ĸ�����ת�䡣�����̰�ȫ���ܿأ�����ʱ�������̣����������ɿ����ﵽ�˹ܵ������������Ļ�������Ҫ��Ϊ�����ܵ�ά�������ṩ�˼�ʵ���ݡ�
3 �Ż������ؼ���������
��1���������ԣ�ƥ��֧�߹ܵ��������һ��ͨ������ǿ����Ӧ���ӹܶΣ��豸��С��ͨ��3 D���ʰ뾶��ͷ��֧����ͷ��С�뾶 R =5 D��������ͨ��25% �ܾ��Ĺܵ����Σ���˳����Խ����7�����Ҽ�2����վ����ͨ�����ŵȹܼ���������ܵ��ֲ����ε��µĿ��·��ա����ǿ��������ݣ�����֧��������Ӧ�ں�Χ5.6��8.0 mm��֧�߱ں�5.6��6.4 mm���������¶�5��70 �桢��ѹ��5 MPa����֧����Ȼ�����ͽ������Լ�4.2��4.74 MPa����ѹ����ȫƥ�䣻�ٶȷ�Χ0.2��5 m/s��ͨ�����յ������罵ѹ��4.2 MPa���ɽ������ٶȿ�����1��3 m/s������䣬������������µ��豸ͣ�͡�
��2�����ȶ��ԣ����ϳ��������пɿ���һ�ǽṹ���ã�����ʵͣ�����3��ʽ��ĭ�ṹ�����μ��������1500 mm������40 kg��������������� 1500 mm������45 kg���������ĥ�ҵ��Ժã����к�ֱ��ĥ���2 mm��������������12��������20������3���������ʧ��������200 km���������������������㣬�����������豸����ʱ���ɴ�95��100Сʱ��֧����������ʱ��61��69Сʱ��������IMU���Բ�����Ԫ����ʵʱ��¼�����λ����Ϣ���������������㵼�µ������жϡ�
��3���߾��ԣ�����������©�졣һ���źſ�������������������������Ż��źŹ����㷨�����ٹܵ�Ӧ�������ʲ�����ⲿ�غɶԸ�ʴ���ĸ��ţ����μ�����Ľ�̽ͷ�ص���ƣ�ԭ6��̽ͷ���ص����Ľ���12��̽ͷ�ص��ȶ��������⼸������ʧ�档��������ʶ��ȫ�棺�ɾ�ʶ���졢��ͷ�����š���ͨ�Ȼ���������ʶ����ʡ�98%�����Լ����ݡ�������ʧ��ȱ�ݣ�ʶ����ʡ�90%������������֤��ȷ��ȱ����ʵ���ڡ�
4 ����
��Ե���������������Ȼ���ܵ��ڼ����ڵ����⣬�ӡ��豸��ơ����ղ��������̹����������������ϵͳ���Ż��������豸����Ż��ӡ�һ�廯������ģ�黯�����������������������ղ����Ż��ӡ�������Ӧ�������������ء�������������Ч�ʣ����̹����Ż��� ����һ��⡱����ȫ���ڹܿء�����������ҵ���գ�Ӧ�ó�����չ�ӡ���һ֧�ߡ����������ܵ�������֤�˷���ͨ���ԡ������豸ѡ���衰���乤��������Ե������ܵ�����ѡ����ĭ���ʼ��������ӯ��2%��5%����������������������IMU��λ���Ƶ�����豸�����⡰���������յ���Ҫ����̬Эͬ����ͨ����ѹ�����ط���ȷ�ʽ�Ż����٣�ȷ���豸�����ٶ���0.25��5.0 m/s���䣬ͬʱ��ǰ����ų����ʣ����Ϳ��·��ա������ܿ�Ӧ���ջ���֤����������ͨ��������֤��������Ҫȱ�����ͣ������ݸ��ˣ��볬�� / �����Աȣ�ȷ�����ȷ���������е��µ���Դ�˷ѡ��Ż����������豸ͨ���������ԡ��ȶ��ԡ����ԡ���������������Ч����˵���������ܵ��ڼ��ĺ���ʹ�㣬Ϊͬ����Ŀ�ṩ�˿���صļ�����ʽ��

����飺��¤��1983������������ʦ��2006���ҵ�ں��ϴ�ѧ��е�����ع���ѧԺ��е������켰���Զ���רҵ����Ҫ���¹ܵ������Թ�����ܵ�������������ϵ��ʽ��18693102258��liulong@pipechina.com.cn��
��ƪ��
��ƪ��
 �ʹ������� 62010202003034��
�ʹ������� 62010202003034�� 
