



�ܵ�����ȫ�Զ����Ϻ�ȫ�Զ�����Ӧ���о�
��Դ�����ܵ���ȫ������2025���4�� ���ߣ������ ʱ�䣺2025-12-2 �Ķ���
�����
���ҹ������Ÿ��˾��Ȫά��������
ժҪ����ͳ�ܵ��������˹����Ͼ��ȵ͡���ʱ�ã����������¿�����������������õ�Ӱ�죬��������Ч�ʵ��¡����Ӻϸ��ʲ��ߡ���������ά����ɨ��ȫ�Զ�����ϵͳ���ܹ�A-302ȫ�Զ�����Ϊ�����豸��̽��ȫ�Զ�������ȫ�Զ����Ӽ����ڹܵ������е�ЭͬӦ��Ч������Դ�ͳ������ҵ��ʹ�㣬����ֳ��������д��ڵ����⣬�������Խ��������ʵ��������ȫ�Զ����Ͽ�������ҵʱ����������ҵ��Ա������Ч������80%���ϣ���Ϊ�����ṩ���¿�����Լ�϶��ʹ�ܿں��Ӻϸ��ʴ�98%��ȫ�Զ�����ͨ���Ż���ǹͣ��ʱ�����ڶ����ٶȵȲ�������Ч����¿ڽǶȲ�������������⣬���ٺ���ȱ�ݡ�ȫ�Զ�������ȫ�Զ����Ӽ�����ЭͬӦ�ã������������ܵ�����Ч����������Ϊ��ھ������ܵ�Ӧ�������ṩ�ɿ�����֧�ţ����й㷺�ƹ��ֵ��
�ؼ��ʣ�ȫ�Զ����ϣ�ȫ�Զ����ӣ��ܵ����ޣ����Ӻϸ���
��ͳ�ܵ�������ҵ�ܵ����ϻ��������˹������뺸���и�ܲ�����Ա����ˮƽ���ֳ��������������Ӱ�죬�������Ⱥ��и�Ч�ʵͣ����˹���ĥ�¿ں��Ѿ����ƽǶ�ʹ����Լ�϶Ҳ���ȶ������´�ͳ�ۻ������屣�����ĺ�����ҵ��������ȱ�ݣ��ܿں��Ӻϸ��ʽ�Ϊ85%���ң��Ӷ�Ӱ��������������ȡ�����ּ��̽��ȫ�Զ�������ȫ�Զ����Ӽ����ڹܵ������е�ЭͬӦ��ģʽ���ƶ�ȫ�Զ�����ϵͳ�ı����������̣����ȫ�Զ�������ҵ���¿ڽǶȲ��Գơ�������խ�����������Ȳ����ȼ������⣬ʵ��������ڹܵ������е�ЭͬӦ�ã������ܵ�����Ч����������
1 Ӧ���о�
���ȣ�������ͳ������ҵ�йܵ������뺸�ӻ��ڵ���Ҫ���⡣Ȼ�����ȫ�Զ�����ϵͳ�ƶ������������̣���Ժ�����ҵ���¿ڽǶȲ��Գơ�������խ���������⣬ͨ��ȫ�Զ�������ҵ�Ż��������Խ�������ͨ���ֳ����飬��֤���������Ŀ���������Ч�ԡ�
1.1 �������
��ͳ���ϻ������˹����в����뺸���иһ���������ƫ�ͣ�ͨ�������1 mm���ϣ������и�Ч�ʵͣ��������һ�ιܾ�DN 813�ܵ���������4Сʱ���ң��������Эͬ��ҵ����ͳ������ҵ���ڶ�����ۻ������屣���������¿ڽǶȡ���Լ�϶��Ҫ��ϸߣ����˹���ĥ�¿ں��Ѿ����ƽǶȣ����Ҫ���¿ڽǶ�23.5���1.5�㣬ʵ��ƫ���3�㡫5�㣻��Լ�϶Ҳ���ȶ������Ҫ��2.5 mm��4.5 mm��ʵ����ҵ�г�Ϊ3.0 mm��6.5 mm��������ں����Ȳ����Ⱥͱ�����������������Ҫ������⣬���º�����ҵ���ֺ�����ߡ��ۺϲ���������������ȱ�ݣ��ܿں��Ӻϸ��ʽ�Ϊ85%���ҡ�
1.2 �豸ѡ�������ȷ��
ȫ�Զ����������豸ѡ�û�����ά����ɨ����Զ���������ϵͳ��֧��DN200��DN1200�ܾ���Χ�����ӹ��ٶ�15 m/min���ɼ���̼�֡�����ֵȶ��ֹܲġ�ȫ�Զ������豸ѡ���ܹ�A-302ȫ�Զ��⺸�������豸�ɺ��ӹ���վ������С����ɣ�����Ϊҩо������˿����������ΪCO2��Ar2������壨������20%CO2+80%Ar2����
�ں�����ҵǰ����������ʵ������ȷ���豸����������ȫ�Զ�����ʱ�и��ٶȸ��ݹܲIJ����趨��̼�ֹܵ��и��ٶ���Ϊ200 mm/min����Ԥ��ʱ����ݻ����¶ȵ�������������Ϊ200 s����ȫ�Զ�����ʱ���ӵ�����ֵ���ݹܲĺ�ȵ�������12 mm��̼�ֹܵ�����ֵ������Ϊ280 A���������ٶȿ�����30 cm/min��50 cm/min��
1.3 ȫ�Զ����ϱ������������ƶ�
��1�����������ڹܼ��ϻ��ùܵ����ߺ�Բ������ߣ�ȷ��������λ�㣬��λ����ܵ���ԵԤ���и���벻����100 mm����װ�и�죬���ݹܵ�ֱ��ѡ��ƥ����ȷ���������Ե����λ����Ϊ250 mm~350 mm����װ�����������ֵ������λ�ú��������������²���ͨ��Դ�����ڸ��Ƕȣ���װ���벢����λ�㣬������ϵͳF3�����㣬�����и��ٶȡ�Ԥ��ʱ�䡢��ֱ���Ȳ�����
��2���ܵ�ɨ�輰���ݼ��㡣������ɨ�������ڹܶ��м䣨ͼ 1��������������ɨ��������ֱ���28.0 MPts/3x��ɨ�跶Χ360��/��60�㡫90�㣩������ɨ�裨ɨ��ʱ��Լ1 min 39 s����ɨ������б�����Ա�������ڵ���ɨ����ɺ�ɨ��������SCENE������������άģ�Ͳ������������ݡ�

ͼ 1 �ܵ�ɨ��ʾ��
��3���и�ָ����������ҵ�����������ݵ����Զ���������ϵͳ���������̲����������ϵͳ�Զ��������ݣ�����ָ����㣬���������ζ����и�ָ�ͨ��U�̽�ָ��������и��ϵͳ�����и���ϣ�ѡ��U���ļ������Ƶ������������и����
1.4 ȫ�Զ���������������
��1���¿ڽǶȲ��Գ����⡣���ά�����йܵ��¿ڽǶȲ����2������⣬��Ҫ������ǹ����ͣ��ʱ�������ú��ӹ���վ�Ŀ���ϵͳ���ڣ�ͼ 2���������¿ڽǶȲ�ֵ����ͣ��ʱ�������������¿ڽǶ�ÿС�ڱ�ֵ1�㣬ͣ��ʱ������10 ms����������������35 ms��
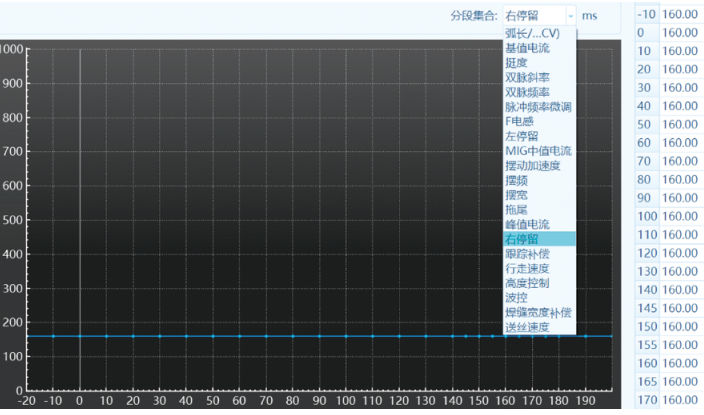
ͼ 2 ��ǹ����ͣ��ʱ����������
��2��������խ���������⡣������Լ�϶�仯���������º�����խ��һ���������ǹ�ڶ����ٶȡ��ں���ǰ���ú�����߲���������խ����ǣ�����ϵͳ���ڶ����ٶȡ��Ի�������խ�仯ÿ1 mm��Ӧ2��3�����ٶȵ�������ԭ�������������ij�κ�����խ��3 mm�仯��5 mm���仯��Ϊ2 mm�����ڶ����ٶ���ԭ�л���������4~6����������ߺ�ǹ�ڷ��仯�������ȣ����⺸����������¿�δ�ۺϡ�
��3�������Ȳ��������⡣�������Ȳ����ȣ������0 mm��3.5 mm���ᵼ�µ������˿���ȱ仯�������������Ӳ������������������������һ����벻����Ⱥ��Σ�������ɺ��ü��߷ֶβ�����ȣ��ں���խ��������˿�����������㣬�������ٻ���˿���Ⱥ���ȷ�������ȿ�����5 mm��6 mm����������Χ���ĥ�������Ƕ��ڼ�鵼���죬��������������ͣ�����Կ��ܡ���ͭ����λ�ó��״�ĥ�������������ټ������ӣ���ֹ��������ͭ�����ơ�
��4�������������Ӱ�����⡣����������CO2����������Ͷ���Ӱ�캸��������һ�㱣�����峧���ṩ�Ļ������CO2����Ϊ20��5%������ں���ǰ��ʹ����������Ǹ��������������ȷ��CO2������20��1.5%��Χ�ڡ�
1.5 ЭͬӦ����֤����
ijDN1016̼�ֹܵ�������1.5 m�������ֳ�����������ȫ�Զ�������ȫ�Զ����Ӽ�������������ҵ����¼����ʱ�䡢����ʱ�䡢��Ա����������ȱ���ʵ����ݣ����봫ͳ����ʽ�Աȣ���֤Ӧ��Ч����ͬʱ���ڲ�ͬ�ܾ���DN 559��DN 813��DN 1219������ͬ�����¶ȣ���10�桢25�桢40�棩�½��ж�����飬������������Ӧ�����ȶ��ԡ�
2 Ӧ��Ч��
2.1 ȫ�Զ�����Ӧ��Ч��
��1��Ч����������DN 1016�ܵ��ֳ������У�ȫ�Զ�����ϵͳ�Ӳ���������и����1.8Сʱ������ڴ�ͳ�˹�����4Сʱ������ҵʱ��55%����ҵ��Ա����2�ˣ��ȴ�ͳ�˹����ϼ�����Ա50%���ڲ�ͬ�ܾ������У� �ܾ�DN 559��DN 813 ��DN 1219�ֱ���ʱ1.2Сʱ��1.5Сʱ��2.0Сʱ��ƽ����ҵЧ�ʽϴ�ͳ��ʽ����80%���ϡ�
��2������������ȫ�Զ�����ϵͳ�������ȴ��0.1 mm���и�����0.3 mm���ܾ������¿ڽǶ�����Լ�϶����DN 1016�ܵ������У������¿ڽǶ�ƫ�������1�����ڣ���Լ�϶�ȶ���3.0 mm��4.0 mm����ȫ����ȫ�Զ����ӵĹ���Ҫ��
ȫ�Զ����ϼ���ƾ����ά����ɨ��ĸ߾�����AI�㷨�����ܹ滮������Ч�����ͳ�˹����Ͼ��ȵ͡�Ч�ʵ͵����⣬Ϊȫ�Զ������ṩ�����¿�����Լ�϶���������ܵ�����������ǰ�ᱣ�ϡ�������������̣������������и���ҵ�����н�ǿ�Ŀɲ����ԣ������ڲ�ͬ�ܾ�����ͬ�����µĹܵ���������
2.2 ȫ�Զ�����Ӧ��Ч��
��1������ȱ�ݼ��١����Ӻ�������ʾ��ͨ��������ǹͣ��ʱ�����ڶ����ٶȵȲ������¿����ຸ��߶Ȳ�Ӵ�ͳ���ӵ�2 mm����0.5 mm���ڣ��������ۺϲ�������������������1.5 mm������0.3 mm��δ����δ�ۺ�ȱ�ݡ�ͨ�����Ʊ������������CO2����20��1.0%���ʹ�������Ч�������ס�������ȱ�ݣ�����ȱ���ʽ���2%���¡�
��2������������Ч��������ȫ�Զ����Ӽ����ĺ����ٶȿɴ�60 cm/min������ڴ�ͳ�˹����ӵ�30 cm/min���ٶ�����100%����DN 1016�ܵ������У��������⣨����⡢������⣩������ǿ�ȴﵽĸ�ĵ�95%���ϣ���������ک�20��ʱ��������ʹ��Ҫ�ܿں��Ӻϸ��ʴ�98%��
ȫ�Զ����Ӽ���ͨ�����ܿ���ϵͳ�Ժ��Ӳ��������أ�����ЧӦ�Թܵ��������¿ڽǶȲ�������������⣬���ٺ���ȱ�ݣ���������������Ч�ʡ�
2.3 ЭͬӦ��Ч��
��DN 1016�ܵ������У�ȫ�Զ�����ϵͳ��ȫ�Զ����Ӽ���ЭͬӦ�ã��ӹ��Ϸ��ֵ����������ʱ������50%��������ҵ��Ա����50%��������ɺܵ�һ������ѹ�ϸ���й©�����⣬�ڲ�ͬ�ܾ������У�ЭͬӦ�þ��ܸ�Ч������ޣ������Źܾ�����Ч�����Ƹ������ԡ���DN 1219�ܵ���ͳ������16Сʱ����ЭͬӦ�ý���7Сʱ������ЭͬӦ�ÿ����γɡ�����������������ӡ���һ�廯����ģʽ�������ܵ���������Ч����������
3 ����
�о�������ȫ�Զ�������ȫ�Զ����Ӽ����ڹܵ������о���ʮ����Ҫ�ĵ�Ӧ�ü�ֵ���ܽ��ܵ�����ʱ������50%���ϣ���Ա��������50%���ܿں��Ӻϸ���������98%����������˹ܵ�ͣ������ľ�����ʧ�밲ȫ���ա������ƶ���ȫ�Զ����ϱ����������̺������ȫ�Զ�������ҵ�Ż��������ֳ�������֤�����п���������Ч�ԣ���ֱ��Ӧ���ڹܵ�������ҵ�С����⣬ȫ�Զ�������ȫ�Զ����Ӽ�����ЭͬӦ�û�����չ������ֵ��������ʹܵ���������ҵ�������Źܾ�������Ч�����������Ƹ���ͻ���������ʺϴ�ھ������ܵ���Ӧ�����ޡ�ʵ�ʹܵ�������ҵ�У�Ӧ��ֿ��ǹܵ����������ԣ���ܵ�Ӧ�����ε��µ��¿ڲ������ֳ��ռ�����Ӱ���豸��װ�����⡣ͨ���Ż��豸��װ��ʽ��������������ȷ�������ȶ�Ӧ�á�
�ο����ף�
[1]��ڣ����ף�����ܭ.����ܵ��Զ����ߺ��Ӽ����о�[J].ʯ��������2025��32(09)��258-260.
[2]�ν���.��������ܵ�����ʩ������������⼼���Ľ�[J].�������ͨѶ��2025��51(07)��110-112.
[3]����˨���Խ��������.���������ܵ�ά�����Զ����Ӽ�����״�뷢չ����[J].�����ӹ�(�ȼӹ�)��2025(01)��31-37.
[4]����.����ܵ����ߺ��ӹؼ�����̽��[J].ʯ��ҵ�����ල��2024��40(07)��28-33.
[5]�ֱ���.ȼ���ܵ�й©���������밲ȫ����[J].���ڱ�����2024(04)��106-108.

����飺����ƣ�1998��������������ʦ����ҵ���й�ʯ�ʹ�ѧ���������������˹���רҵ�����ξ�Ȫά���������������ڣ����о�����Ϊ����ܵ����ޡ����ӹ����Ż��������Ϲ������ܵ��ֳ�Ӧ����ҵ�������صȡ���ϵ��ʽ��19993736262��lidy09@pipechina.com.cn��
��ƪ��
��ƪ��
 �ʹ������� 62010202003034��
�ʹ������� 62010202003034�� 
