



�����ܵ�������ͷ��ҵ�ܼ���ͨӦ��̽��
��Դ�����ܵ�������2023���6�� ���ߣ����� ʱ�䣺2023-12-14 �Ķ���
����
�й�ʯ�ܵ��ֹ�������˾ά���ֹ�˾
ժҪ��Ϊ���������ܵ�������ͷ��ҵ��ȫ���գ���ʡͶ�ʣ���ij���ܵ�ά�����У������ˡ�������+���Ҹ��롱���գ��������ó��ùܼ���ͨ�¸����ң�����˻�����ҵ�������Ĺܼ���ͨ����ʵ����ǿ����ȫ�Ըߡ�������ʩ����ݡ���Լ�ɱ������������������ŵ㣬�ɹ㷺���ڳ���ȼ���θ�ѹ���ߡ���Ʒ���߶�����ͷ�С�
�ؼ��ʣ�������ͷ���ܼ���ͨ�����Ҹ��룻��ȫ��
ij����˾���۳�Ʒ������һ���ֽṹ���쳧���������������ȡ���ɢ����������Ӱ�죬���155�ܶν�Ϊ���ص��ⸯʴ��Ϊ�����ܶθ�ʴ�����գ���Ը�ʴ�ܶν��и����������ܵ�ȫ��18.8������ѹ��6.4 Mpa��ȫ�߸̲߳�265�ף���ʴ�ܶξ���������վԼ1.8�������ȫ����ߵ�Լ5.2���Ϊ�����¾ɹ��߶�����ͷ��ȫ���գ���ʡͶ�ʣ��������Ա���֤��������ͣ��״̬�£����á�������+���Ҹ��롱������ɻ�����ҵ��
1 ��������+���Ҹ��롱ʩ������
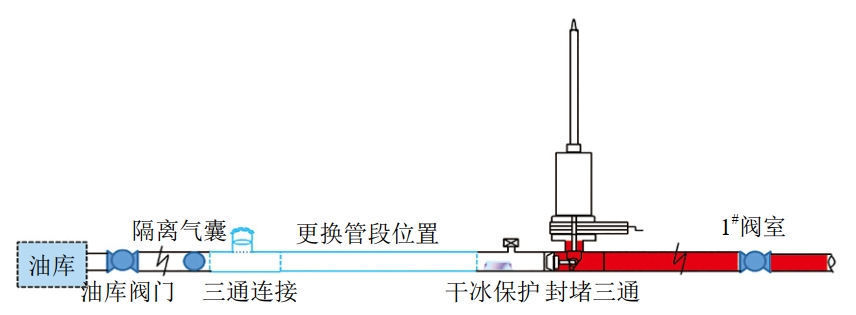
�ù����������ܵ�ͣ��״̬�£����Ϳ��վ���ţ�������Ʒ��ѹ����йѹ���ͣ����ر�1�ŷ��ҷ��ţ�����ͷ�Ϳ�������ձó�ֻ��ͣ����ܵ���ѹ���ȶ������·����ҵ���ر��Ϳ��վ���ţ�ͨ����¶�2��ƽ��װ�װ�ޱ�����װ�ã�һ��ע��һ���ų��͵���ͣ�������������Ũ�ȣ��ϸ����л�е�Ϲ���ҵ���ڶ�����ͷʱ������ͷ���ε㣨�����Ϳ�ˣ�Ϊ��ѹ�����ڹܱڲ��ͻӷ�����������Ũ������ķ��գ�Ϊ���̹��ڡ���Լ�ɱ�����ͨ������Ӧ�ùܼ���ͨ����װ�����ҵķ�ʽ���ж�����롣��ͷ��������̲߳�ϴ��������ԭ�����Բ����˷�¸��롣
2 ������볣�ù���
�������ܵ������У����и����ܶΡ��Ӳ������ӷ��š���վ�����������ͣ���ͣ��״̬����ɹܵ�������ͷ��ҵ��Ϊȷ��������ͷ��ȫ�����ȡ���սضϷ�ʽ���н��ʸ��룬ͨ�����÷��š���¡������ң���ä�塢����ǽ�ȷ�ʽ����ȼ�ױ����ʣ�����LNG��ԭ�͡���Ʒ�͡���Ȼ���Լ�������ȼ���壩�Լ������к������붯����ҵ���������Ч���ϣ�ͼ 1����������ͷ��ҵ���յ���Ҫ�淶��GB/T 28055�D2023�����ʹܵ���ѹ��¼����淶����QSYGD 0309�D2018�������ܵ�����淶���ȡ�
ͼ 1 �����ܶι���ʾ��ͼ
��ͣ���ѹ��£����ڲ�Ӱ������������͵�״̬�£���ѹ������ͨ��ͨ�������ͨ��������ͨ��ƽ��̽ڲ���ѹ���ף���ͨ��ͨ���ߺ���ɴ�ѹ�����ҵ�����ſշ�¶ν��ʺ����û�����ܶο�ȼ���壬ͨ��������ͨ���ø������ң����ر������á����ŷ�¹���������Һѹ������¡�˫���ܷ��¼����õ�Ӧ�ã����������Ҹ��벽�衣
���ڿ�ͣ��������ܵ������ͨ�����š������ң���ä�塢����ǽʵ������Ũ�ȸ��룬��ʩ���л���ֶ�����ͷ�������η���й©�����ø����ң�����Ҫ����������ͨ�������ҿף�ä���������ڷ������ӣ������»���ǽ���ڻ�̮���ķ��յ����⡣
3 �ܼ���ͨӦ��
�ܼ���ͨ�������ܵ�������ͷ�е�Ӧ�ã��ǶԳ���ĸ�����Ӧ�õĴ��£��������ڹ����Ϻ���������ͨ�Ϳ��IJ��裬ʵ�������Ҹ����Ŀ�ģ���Ч�ѿض�����ͷ���ڵ������������˶�����ͷ��ҵ�İ�ȫ�ԡ�
������ͷ���õ���ͨΪ�ܵ��Ӳ����õĹܼ���ͼ 2����ͨ������ͨһ���ڲຸ��һƬ��˨��Ϊ��˿�ķ�����������һƬ�����ܷ��Ƭ��һƬä�壬�ٰ�װ��˨�̶�������ä�壬Ϊ���ӷ�ͷ�������������

ͼ 2 ��ͨ������ͷ�ֳ�Ӧ��
�������ܵ���е�Ϲܺ��ĥ�ܿ�ǰ������ɹ��߹ܿ��ʵ�λ�÷���һ����ܾ���ƥ��ĵ��������ң������ҵij���ѹ����С��0.02 MPa���������Ũ�Ⱥ��������ϸ��Ԥ����ͨ��ɹ��߶Խӿڣ�����Ժ�����ҵ������Ӧ��������Ũ�Ⱥͺ�����ʵʱ��⣬ÿ�μ��ʱ�䲻����10���ӡ�
������ͷһ�����벵��������գ���ͨ����ͨ�����˹۲���ͷ�ڸ�������������ɾɹ�������ͨ��ͷ�ں�����¹�������ͨ�Խӿڡ����¹���һ�����Գ��ֹ��÷硢��Һ�����������������ʱ���Կ�ͨ����ͨ�����˷��õ����������ҡ�
��ɹܵ�������ͷ����ͨ�����˳����������ң���װ�����ܷ��Ƭ����װä�壬���Ӷ�Ӧ�ķ�ͷ��Ϊ������Ẹ��ɺ����۳�������Ӱ�������Ӱ������̽�˵�ȷ�ԣ����ڰ�װ��ͨʱ���������˷����ڲ���λ��
������Ҫ��ܼ��������ܵ���Ӧѡ�������ͨ�����ڴ�ھ��ܵ�������ͷ����ѡ���쾶��ͨ��ͨ��С�ھ��ΰ�װ�ͳ������������ҡ�
4 ����
���������ܵ�������ͷ��ҵ�������ij��ùܼ���ͨ����ʵ����ǿ����ȫ�Ըߡ�������ʩ����ݡ���Լ�ɱ������������������ŵ㣬�ɹ㷺���ڳ���ȼ���θ�ѹ���ߡ���Ʒ���߶�����ͷ��ҵ�����ܼ���ͨ�ڸĽ���¹��յ�ͬʱ��������һ����ͷ���ӵĹ�������������һ�����졣�����ܵ���ҵ�ɽ���ֳ�ʵ�ʺ���ѡ��

����飺���ԣ�1984����������ʦ��һ������ʦ����ְ���й�ʯ�ܵ��ֹ�������˾ά���ֹ�˾�����������ܵ�Ӧ�����ա���ѹ����¼�������15�꣬��ϵ��ʽ��15902879988��277285416@qq.com��
��ƪ��
��ƪ��
 �ʹ������� 62010202003034��
�ʹ������� 62010202003034�� 
