



���С�ھ��ܵ���Ϳ�������ԵĻ�е���Ӽ����������о�
��Դ�����ܵ�������2022���1�� ���ߣ����·� ���ܾ� ���� ������ ʱ�䣺2022-2-9 �Ķ���
���·� ���ܾ� ���� ������
���ܵ����������������ι�˾
ժҪ����Թ�������С�ھ���������ڲ���ʩ�����ѡ�����ڸ�ʴ���ص����⣬Ϊ���С�ھ��ܵ���Ϳ�����������⣬��չ��е�����¼������¹����о��������˻�е����ԭ�������Ӽ�����ѡ������ֹ�Ԥ��Ҫ��ͻ�е����ʩ��Ҫ�㡣��������С�ھ�����ܵ������ʵ��Ӧ�ò�������֤��ȷ�����������տ��У�Ϊ��عܵ����蹤��Ӧ�ô��������û�����
�ؼ��ʣ�С�ھ��ܵ����ܵ���Ϳ�㣻��е���Ӽ�����е����ʩ��
Ӧ�ý������Ա���ԭ�����ɽ��������Ӽ�������ܵ������ǿ��ѹ�ϣ�ʵ����ѹ�����������ԵĴ���е���ӡ����ӹ��������ӷ�������ʹ���Ӻ�Ĺܵ��ڷ�������������ԣ�����ǿ�ڲ��ڴ�����ʴ���ܣ��Ӷ��ӳ�����ʹ��������Ŀǰ�����ڳ��õ��ڲ��ڷ����У��ڲ��ڻ������ڳı����ף��ܣ����ӷ�������ֽ�ͷ�����ܶ���Ϳ�����㷨�ȡ������� 20 ���� 80 ���ĩ���Ƴ������ڲ��ڻ����ֱ��ǡ����ۻ�����ĩ�ֳ��ڲ���װ���빤�ա��͡��Զ��ƽ��Զ����洦����Ϳ��װ�á��������߶�����ʩ����ҵ���㼰����ȱ�ݡ�Ŀǰ���������ҹ�˾�����о����͵�С�ھ��ܵ��ڲ��ڼ�����ͻ����һ�������⣬̽��ʵ��С�ھ��ܵ���Ϳ�������ԵĻ�е�����¼������¹��գ���Ϊ�ܵ���������й����ṩ�����ļ���֧�š�
1 ��е���Ӽ����ſ�
1.1 ��е����ԭ��
���ݽ�����ѧ���Ժͽ������Ա���ԭ���������Ӽ�������ܵ������ǿ��ѹ�ϣ�ʵ�ִ���е���ӡ����ȣ�Һѹ�����ƶ�����������ǰ��ѹ��������б������Ӽ��������ڻ��ξ��ȼ�ѹ���������ṹ���Ա��Σ������Է��ѽṹ���Ա�������ṹ���ò��ص�����Σ������ڲ��ܷ����Ƕ������ڱ��棬ͬʱ�����ڱ���Ҳ��������ѹ�����ϣ������γ���ѹ���ĸ�ǿ�ȴ��������ӣ�ͼ 1����
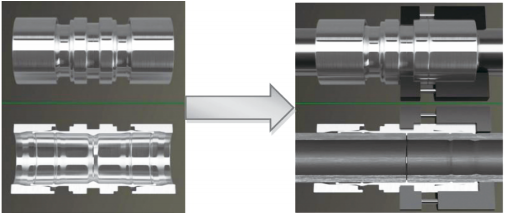
ͼ 1 ��е���ӹ���ʾ��ͼ
Ϊ�õ����ŵĻ�е����Ч�����⽫�������ҧ�������ֻ�е���Ӽ��϶�Ϊһ�Ż�Ϊ��������Ӽ���ͬʱ��������͵�Һѹ�ܷ�ṹ��ҧ���͵���Ƕʽ�ṹ����������Ӽ���̼�����ײ�����ܵ����巢���Ӵ���
1.2 ��е���Ӽ�����ѡ��
��е���Ӽ��Ŀ����ò���Ϊ�Ǵ��Բ��ʣ����Բ���ָ�����ȣ���ѡȡԭ�����ݹܵ����ʶ�����
��1����ܵ��Ӵ������Ӽ����������ܵ����ʱ���ͬһ�ȼ�����ߵȼ�����ȷ���������ܺͷ�������Ҫ��
��2�����Ӽ��������Ӳ�Ⱥ���������ֵ����ڻ���ڹܵ�����Ӳ�Ⱥ���������ֵ���� 1����
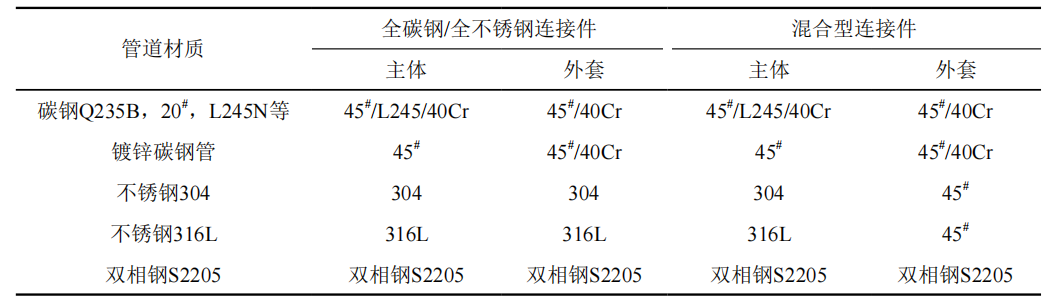
�� 1 �ܵ��������е���Ӽ�����ѡ��
2 ��е���ӹ���
2.1 ����Ԥ�Ƹֹ�Ҫ��
��1���ֹ���������ڵ��ǡ����ƹܳ����������������ֹ����˵�����������Ǵ�������ֹܱں�Ϊ5 mm�������Ϊ1 mm��Բ�ε��ǣ��ֹܶ˲��ں��� 3 mm��
��2���ֹ������������SY/T 0442�D2010 �� ���ʹܵ��۽ỷ����ĩ�ڷ����㼼�������Ըֹܽ����ڷ���ʩ���������ˣ�������������⣬���ϸ��SY/T 0315�D2013 �����ʹܵ��۽ỷ����ĩ��Ϳ�㼼���������������ʩ��������������⡣
��3����װ�ܶ˱��������������÷����ĸֹ����˶˿ڰ�װ�ܶ˱������������ƻ��˿ڷ����㡣
2.2 ��е�����ֳ�ʩ��
��1����ɰֽ���˿ˢ�ֹ�ȥ���ֹ���Ԥ���˶˲����ڴ��ı��渡�⡣�ڸֹ���Ԥ���˼��ܿڶ����ֹ�ͿˢҺ�廷��Ϳ�ϣ��ù��ӶԻ�е���Ӽ����ڱ���ͿˢҺ�廷��Ϳ�ϡ�Ϳˢ��������⣬�������ʴ���ʵ���ɢ����˫�ر������á���ר�õ�С�ھ��ֹܶԽӼо߽��ֹܼн��̶���
��2������е���Ӽ�����ֹܵ�һ�ˣ����Ϊ��е���Ӽ����ȵ�һ�롣����ʱ��֤���ֹܶ˲�����е���Ӽ��ڱڵķ����㡣��ú���ר�üон���е���Ӽ�����ѹ�ϣ��۲�ѹ�����ﵽ�趨ֵ���ɿ��оߡ����ڶ����ֹܵ�һ�˲����е���Ӽ��ڲ�����֤�����ֹܶ˲��Խӽ��ܣ�������϶����ú���ר�üон���е���Ӽ�����ѹ�ϣ��۲�ѹ�����ﵽ�趨ֵ���ɿ��оߣ���ɻ�е���Ӱ�װʩ����ȥ�����Ӽ����桢�ֹ�Ԥ���˱���Ļҳ����ñ�ͪ��ϴ���Ӽ�����档�ڻ�е���Ӽ����з졢����桢�ֹ�Ԥ���������Ϳ��������ճ���壬��֤��Ϳ��λ�����ڱ���ƽ�����ɡ���λ�ð�װ�������ס�
2.3 ��е���Ӽ����ܲ���
��е����ʩ�����������CDP-G-OGP-AC-011-2013-1����ظ��ʹܵ�ճ���彺���������ڼ����涨��Ҫ����л�е���Ӽ����ܼ�⡣
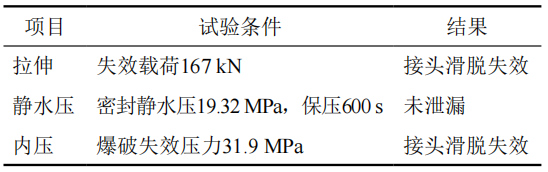
��1�����켰��ˮѹ����ѹ���顣����GB/T 9711�D2017��ʯ����Ȼ����ҵ����������ϵͳ�øֹܡ���SY/T 6128�D2012���ܡ������ƽ�ͷ�����������鷽���������л�е���Ӽ������졢��ˮѹ����ѹ���飬������� 2��
�� 2 ��е���Ӽ����졢��ˮѹ����ѹ������
��2��ȫ�ߴ�ƣ�����顣����DNV-C203-2012�����ϸֽṹƣ����ơ�����е���Ӽ�ȫ�ߴ�ƣ������16�죬�ۼ�ѭ������184 418�Σ��ܵ�����ƣ��ʧЧ��
��3������������⡣�ڷ���������Ŀ��������� 3��
�� 3 ���Ӽ��ڷ���������Ŀ�����

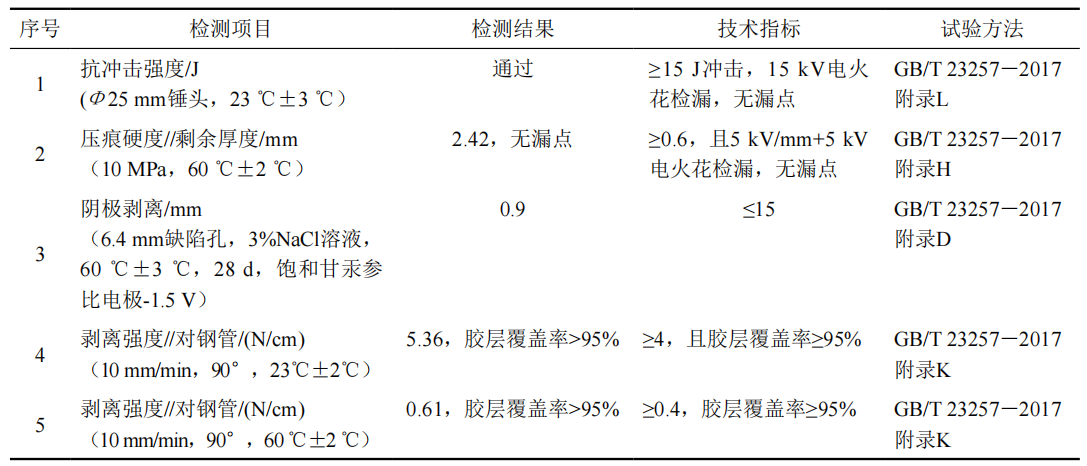
�������������GB/T 23257�D2017����ظ��ʹܵ�����ϩ�����㡷�������Ŀ��������� 4��
�� 4 ���Ӽ������������
3 ����Ӧ��
2019��8�£����û�е���ӹ�������������������ij��2 km����ιܵ���չ�ֳ�ʩ����ͼ 2����ʩ���ܵ��ܾ�76.1 mm���ں�5 mm���¿ڽǶ�32�㣬����L245N�����Ӽ�����Ϊ40 Cr�����ͽ����¶ȩ�25�桫50�棬����ѹ��5 MPa�����������ճ����+���������⻤��ʽ���ԽӶ�ͷ�����ܼ�Һ̬������֬�ܷ⡣ʩ����ɺ�е���Ӽ�ͨ���ֳ���ѹ��⣬��������ָ������Ҫ��

ͼ 2 ����ܶλ�е����ʩ���ֳ�
�ùܵ�����1��������ί��ר�ҵ��ֳ����п�����֤������ÿ���10�������Ͽ���1���ڣ�������3���ڡ�Ŀ��ڵ��ڵ�������������ã����ѡ����塢���ݡ���Ƥ�����ܵ���е���Ӵ������������������κ�©������ȷ�����������տ��С��û�е���Ӽ����������ڳ�������С�ھ�����ܵ�������еijɹ�Ӧ�ã�Ϊ�����ܵ����蹤��Ӧ�ô��������û�����

����飺���·���1973������������ʦ�����ܵ����������������ι�˾���������������Ʊ�ҵ�ڴ���ʯ��ѧԺ���ִ��¹ܵ�����������������ϵ��ʽ��18526365828��24188643@qq.com��
��ƪ��
��ƪ��
 �ʹ������� 62010202003034��
�ʹ������� 62010202003034�� 
