



ȫ�Զ����Ӽ����ڳ���ܵ����̽����е�Ӧ��
��Դ�����ܵ�������2022���1�� ���ߣ��� �ӹ��� ʱ�䣺2022-1-26 �Ķ���
�� �ӹ���
�й�ʯ����Ȼ���ܵ���������˾
ժҪ��ȫ�Զ����������亸�������á�Ч�ʸߵ��������ƣ��������ܵ����̽�������Ϊ����ʩ���������������ܽ��˳��õļ���ȫ�Զ����ӹ��գ�����ơ��ֹ�ԭ�ġ����Ӳ��ϡ������豸�Լ�������ȷ��������ȫ�Զ�����Ӧ�ñ��ϴ�ʩ���Թ���Ӧ�ð�����Ϊ�ƹ�ȫ�Զ����ӹ��յ�������Ӧ���ṩ��������
�ؼ��ʣ�ȫ�Զ��������ӹ��գ��ж����ߣ���ھ��ܵ�������ܵ�
�ֹ��������Զ������ܵ������ٶȡ�����������������Ӧ�������������ƣ���������ܵ����̽���������ͽ��Ȳ�����ߵ���Ҫ������ƹ�ʹ���Զ����ӹ��գ���Ҫ�ڵ���ƽ̹�������¶������С����������������Σ��Լ������������߹ܵ����ϵ��0.8�ĵضΡ��о������ߺ��¾����߿�ʼ���ģ�ƹ�Ӧ���Զ����ӹ��գ���Ҫ�ڻ�Į����ں�ƽԭ�ضΡ����ж�ԭ�ܵ����ڹ��̣��Զ����ӹ���Ӧ�ñ����ﵽ��68.8%���ж�������Ȼ���ܵ����̿���ȫ�Զ����ӹ���Ӧ����̱�����ʹ�ñ���ռ90%����[1-2]������ȫ�Զ�������Ӧ���ռ��������캸�������õ��˼�������[3]��
1 ȫ�Զ����ӳ��ü���
�ں�������+�⺸���Զ������������öຸ���ں���������Ժ������⺸���Զ��������Ⱥ��������溸���Զ�����������Ч�ʽϸߣ��������ں������������Լ�������ͨ�������ʰ뾶�����ޣ��������ڵ�������ձ�С��15���ƽԭ����ڵ�����·���Ӷε��������ӡ�
ͭ�ĵ��ڶԿ���+�⺸�Զ�������������ͭ�ĵ漼��ʵ�ָ������溸��˫����Ρ��ڽ��е��溸��ʱ���ں��챳������һ�����ʻ���ͭ�ʳĵ棬��º����ԽӴ����¿ڷ�϶���Ӷ�Լ�������۳���̬���γ����õĺ���������
�⺸���Զ�����+�������⺸�������漼���������⺸���������������⺸���Ⱥ��������档�����豸���ü���������֯ʩ����ʩ���ɱ��ϵ͡��������ϰ���϶ࡢ����ʵ�ִ���ˮ��ҵ��һ��ض�����ʩ��������ض�Ԥ�ƻ�����ʩ�����Լ���ͷ��ʩ����
2 ȫ�Զ�����Ӧ�ñ��ϴ�ʩ
2.1 ��Ʒ���
ʹ���ں���ȫ�Զ����ӹ��յ���ˮ��ҵ��������·�ϵ��Ӱ�죬����ͷ�Ρ�����Խ�εȡ���Ҫ����·��������Ż���ȷ�����ͺ�������Խ��������Խ���ص�����Թ���λ�á��ܵ�ת�����ƿ��Բ��õ��Է������������ܡ����������ܴ���������ܵķ�ʽ��Ϊȫ�Զ����ӹ���Ӧ���ṩ������������Խ�������ļ������µȼ���·��ʹ����װʽ�ǰ庭�����ܣ���Խ����·������ǰ������Ԥ�ķ��跽ʽ ����������������Ҫ��[4]��
2.2 �ֹ�ԭ�ķ���
��1���ֹܻ�ѧ�ɷ֡���ȫ�Զ����ӹ���ȫ���ƹ�֮ǰ���ҹ��߸ּ��ܵ��ijɷ�Ҫ�����API Spec 5L�����߸ֹܹ淶������ͬ��������ĸְ弰�ֹܺϽ�Ԫ�ز���ϴԺ�������Ӱ���Ϊ������Ϊ������������ͻ���������һ���ԣ��ԹܲĺϽ�ɷֽ������ϸ�������Ҫ��X80���ֹ�̼����������0.07 %��̼����������0.22 %���Ըֹܺ�������Ӱ��ϴ��Mo��Ni�ȺϽ�Ԫ�صĺ���������Χ�������Ա�֤���ӹ����������ȶ��ԡ���ͼ 1��ʾ��
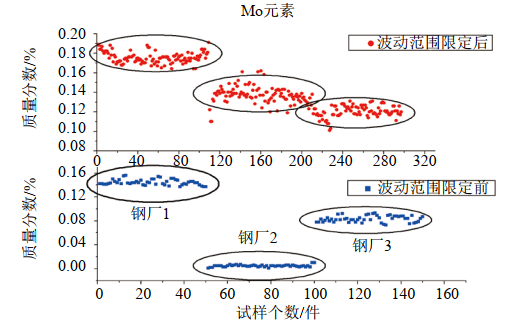
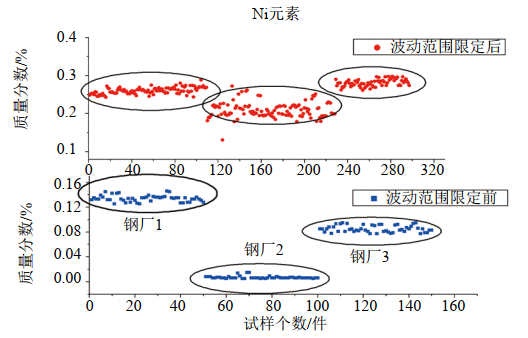
ͼ 1 Mo��Ni�Ͻ�Ԫ�غ���������Χǰ��Ա����
��2��ǿ�����������������о�������ʵ�ֻ������Լ���Ӱ������ĸ������ǿ�ȵĸ�ǿƥ�䣬�ɱ����ͷӦ��Ӧ�伯�У��DZ�֤��ͷ�����ԡ�����߸ּ��ܵ���ȫ���յĸ���;��[5]����ˣ�ͨ�����ֹ�����ǿ������ֵ����խ����ǿ�Ȳ�����Χ���ֶΣ�ʵ�ֻ�������ĸ�ĸ�ǿƥ��Ŀ�ġ������ҵ�̱��Ըֹ�����ǿ����������Ϊ�ϸ��編��ȼ���Ϳ��ƣ���ͬ�ּ��ֹ�����ǿ��ͳһ�涨Ϊ120 MPa��ͳ���ƹܳ����ṩ��L555M���ֹ�����ǿ�ȣ���Ϊ120 MPa�Ĵﵽ98%���ϡ�
��3���ֹܹܶ��¿ڼӹ���ȫ�Զ����Ӷ��¿ڳߴ����Ծ��ȵ��ݴ������ϲ���������¿ڱڵ�δ�ۺϡ���ˣ��ڹ�������жԸֹܹܶ˲�Բ�Ⱥ��ܳ�����߱�Ҫ�����ֳ���Ժ��ӣ����ƴ��ߣ����ȫ�Զ�����Ч�ʺ���������ͳ��3456���ж����ߣ��ܾ�1219 mm��22.0 mm ��L555M���ֹܣ���ܶ˲�Բ��ƫ��ȫ����������ļ�Ҫ���0.5%D���ܶ��ܳ���Ϊ0��3 mm��ռȫ��ͳ��������99.8%��ͼ 2����ͬʱΪ������ֳ����Ч�ʺ���Ծ��ȣ��Ըֹܹܶ��ܳ�����зּ�������������ѡ��ͬһ���ܳ���Χ���м���ֹ���Ժ��ӡ���Щ����Ҫ���ڹ�����Ҳ��������ˮƽ��
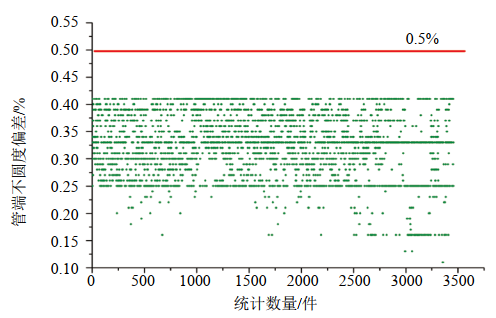
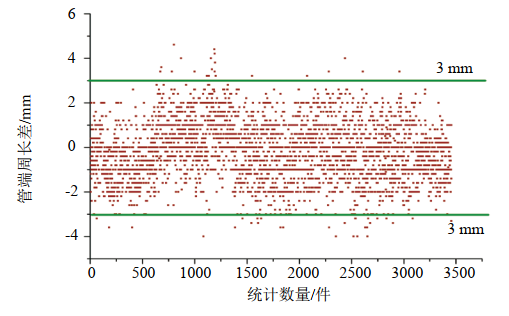
ͼ 2 �ж������øֹܹܶ˳ߴ�ͳ��
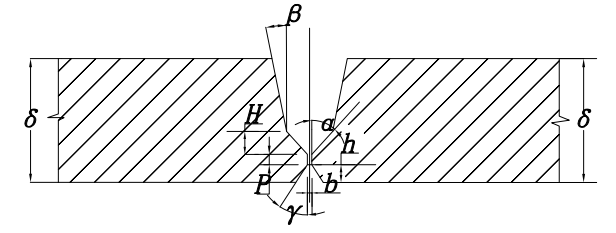
��4���ֹܹܶ��¿ڡ����ȱں�ԽӺ����Ǻ��ӹ���������������ڡ�Ϊ�����䲻��Ӱ�죬���ж����߱��ο�ʼ������ܡ��ܼ����ȱں����Ӵ������ڿ����¿ڣ�ʹ���Ϊ�ȱں�Խӣ���СӦ�����С��ж������϶��״���ֱ�ܶ�ֱ�ܲ��ȱں�ԽӴ�Ҳ�����������¿ڡ�ͨ���������¿ڼӹ����ռ������ϸ���¿ڱ�������������ܿأ��ж�������Ȼ���ܵ�ȫ�Զ��������������õ���Ч����[6]��
2.3 ���ķ���
����Ҳ�Ǿ���ȫ�Զ����������Ĺؼ����ء�ͨ�����ӹ���������ѡ���ģ�������ͬһ���̺��IJɹ����ҡ�ͬʱ��ϸ�����ļ����������ȶ���������ˮƽ����ߺ��������ܿأ��Ա���ȫ�Զ����ɹ�Ӧ�á�
2.4 �����豸����
Ŀǰ���ܾ�Ϊ1219 mm��ȫ�Զ�����װ��������ࡣ�����¶Ƚϴ�ضΣ��ں������߹������״�������Σ�ա�ͨ�����ں������ϺͲ������Ż��������Լ������⺸�����ղ����ͺ�ǹ��ǵȣ����Գ���ʵ���¶�30�����µĹܵ��ں���ȫ�Զ����ӡ��ҹ�����ͭ�ĵ��ڶԿ������з�������Ŀǰ�豸����Ӧ�ܾ�32 mm��1422 mm����ʵ��ͭ�ļ�ľ���Բ��������϶�ܿ���Լ�ͭ����ֹ��ڱڵ��������ϣ�������ƽԭ��ɽ�ء����ꡢˮ���Ȳ�ͬʩ��������
2.5 ���ӹ�����������
����ȫ�Զ����ӹ��յ��ƹ�Ӧ�ã����ӹ�������Ҫ������ߡ�������ָ���ϣ����X70��X80�ֹ������˺���������Ƽ���ſ�λ�����飨CTOD����ȫ���������������飬��Ϻ��ӽ�ͷ������ѧ���������ۺ��������ӹ��գ��Ա�֤�ֳ�ȫ�Զ�����������������ܺ������ȶ��ɿ���
2.6 �����ⷽ��
ʹ��������ʵ�ĺ�˿��ȫ�Զ����ӻ�����ȱǷ����δ�ۺϺ����ף���ѡ��ȫ�Զ������� (AUT) ��ⷽ�������ݱ��淶Ҫ���ֹ�������5%��20%���ȵ����߳�죬��֤����ȱ��/ȱǷ�����
3 ȫ�Զ����ӹ����ƹ�Ӧ��
3.1 ��ھ��ܵ�����Ӧ��
�ж�������Ȼ���ܵ�����ʹ��L555M�����߸֣���Ҫ�ֹܹ���йܾ�1219 mm/�ں�18.4 mm��22.0 mm��27.5 mm���֣��Լ��ܾ�1422 mm/�ں�21.4 mm��25.7 mm��30.8 mm���֡��ж����߱��ε���ƽ̹���¶ȣ�10�㣬����·����ȫ�Զ����Ӽ��������ӹ���Ϊ�ں�������+ʵ�ĺ�˿˫�����Զ��������¿���ʽ��ͼ 3��ʾ������ж������ж�ȫ�ߺ��϶�Ҳʹ��ȫ�Զ����ӹ��գ�ʹ�÷�Χ���¶ȣ�12��ضκ�ͨ�����Ѵ�������
���ж�����ʩ������ó�����ʵ�ĺ�˿�����������������Ա�֤�����캸�ӽ�ͷ�����ȶ��ԡ��ж����߱��κ��жθ�������ǿ�ȼ���Ա�GB/T 8110�D2008�����屣���绡����̼�֡��ͺϽ�ֺ�˿��G49A�ͣ��϶θ�������GB/T 8110�D2008 G55Aʵ�ĺ�˿������˸������Ӳ���ǿ�ȼ��𣬱����˻����������λ��ǿ�ȡ�
Ϊ����֤����X80���߸ֺ��ӹ��������������Ժͻ������������ֱ���ж����߱��κ��ж��ֳ������ѡȫ�Զ����Ӻ��ڣ���չ���졢������������̲ۡ������Ӳ�ȵ���ѧ�������������飬���ȫ�����㹤�̱�Ҫ��Ϊ��ھ�X80���߸�ȫ�Զ����ӹ��մ��ģ�ƹ�Ӧ�õ춨�˻�����
3.2 ����ضι���Ӧ��
�ж������϶���ͨ���fֱ�������2021�꿪�������߾���ˮ������������ʪ�ȴ���ˮλ�ߡ��ر����ʳ������͡������豸�������ѣ���֮���ֵض�ʩ�����ޣ���Լ���ں�������ȫ�Զ����Ӽ���Ӧ�á�ͬʱ�����ػ��������豸�������Ժ����������ƴ����˼������ս�����ˮ������������ͭ�ĵ��Զ����������˫����͵����棩���ӹ���ʩ�����鼰�ɹ���֤��
����ܵ��ܾ�Ϊ1422 mm��32.1 mm������Ϊ L555M�֡�����ΪGB/T 8110�D2008 G55Aʵ�ĺ�˿���Գ�캸�ڽ�����ѧ�������������飬��������������Ҫ������Ժ��ӹ��ղ�����һ���Ż����������亸�������ȶ��ԡ�
4 ����
�ܽ��ж�����ȫ�Զ����Ӽ���Ӧ�þ��飬�����������������жΣ���������������һ���½���Ŀ������Ҫָ���ͽ�����ã����������Ϻ������ܵ����蹤��ʩ������ˮƽ��Ŀǰ�������¶Ƚϴ��ɽ�������������ضΣ����ں����豸ʹ�����ƣ����ģ�ƹ�ʹ��ȫ�Զ����ӹ��ջ���һ���Ѷȡ���Ҫ������ͬŬ����ͨ����������ض�ʩ��������ۺ���ؿ��д��¹��أ�ʹȫ�Զ����ӹ��ո��������ԡ�
�ο����ף�
[1]������.�����ܵ������캸�Ӽ�����״����չ����[J].�纸����2020��50(09)��53-59.
[2]��Сǿ������÷�������ã�����.ͭ�ĵ��Զ�����С�ھ��ܵ������ϵ�Ӧ��[J].���Ӽ�����2020��49(09)��160-162.
[3]������.��һ���������ܵ����軷�����Զ��������о��뼼����չ[J].���ܣ�2019��42(7)��83-89.
[4]������.�߸ּ���ھ���Ȼ���ܵ������찲ȫ������ƹؼ�[J].�������ˣ�2020��39(07)��740-748.
[5]��Сΰ���ŶԺ죬����.�����ܵ����������ٵ���Ҫ���⼰Ӧ�Դ�ʩ[J].�������ˣ�2021��40(09)��1072-1080.
[6]��Сǿ������÷��ղʤ�ģ������ã����Σ�����.����ж����߸߸ּ���ھ������ܵ��Զ������������[J].��Ȼ����ҵ��2020��40(10)��126-132.

����飺����1985�����������ڣ���ҵ�ڱ����Ƽ���ѧ��������רҵ����ʿ����Ҫ������������ܵ����̹ܲĺͺ�����ơ���ϵ��ʽ��17530093895��bf851218@163.com��
��ƪ��
��ƪ��
 �ʹ������� 62010202003034��
�ʹ������� 62010202003034�� 
