



一种可削减管道焊接封口气流影响的方法
来源:《管道保护》2021年第2期 作者:朱晓臣 郭存杰 杨万里 曹延双 赵恒宇 时间:2021-4-13 阅读:
朱晓臣 郭存杰 杨万里 曹延双 赵恒宇
北京天然气管道有限公司维抢修中心
摘要:为解决长输管道动火连头作业打底焊接封口过程中遇到的气流问题,设计了一种打底焊接平压器,有效减少了气流影响,保障了连头作业进度及焊接质量。
关键词:长输管道;动火连头;打底焊接封口平压器;气流
北京天然气管道有限公司(以下简称北京管道)维抢修中心每年完成换管动火任务30余次、动火连头焊口130余道。为解决打底焊接封口过程中气流干扰,介绍一种可削减气流影响的方法,以提高焊接作业效率,保障焊接质量。
1 打底焊接封口存在问题
换管动火作业打底(根焊)焊接一般采用手工钨极氩弧焊(TIG),作业前长输管道需经放空、氮气置换。裸露管道经太阳暴晒造成管内气体膨胀,置换后低温氮气因缓慢升温(大地温度、太阳暴晒)膨胀,使管线内部压力高于大气压力,导致氩弧焊打底焊接时封口处会有气体流出,削弱氩气对焊接熔池的保护效果,降低焊接速度,还会产生焊接气孔,严重影响焊接质量。一般采取以下削减措施。
(1)囊式封堵术。采用囊式封堵器进行封堵时,打底焊接封口处无气流流出,但由于焊接工艺要求限制了封堵术的使用,有较大的局限性。
(2)静置。静置使管道内气体压力自然下降,待打底焊接封口处不再有气体流出才能进行最后焊接封口作业,需要较长时间等待。
(3)放空。通过放空使管道内气体压力降低,但会有呼吸气发生,需要等待与外界压力慢慢平衡,影响作业速度。
2 打底焊接平压器设计及应用
2.1 打底焊接平压器设计
(1)打底焊接平压器设计。北京管道维抢修中心工匠室根据封口时气流的特点,依据气体力学原理,在管道最后封口处设计加装一个密闭箱体,使箱体与管线外壁严密贴合,形成焊缝的管内和箱内连通,管道与箱体形成气压平衡,达到管道内外压力平衡状态,削减气流的影响[1,2],抑制焊缝封口处气体流动。同时,箱体上开设焊缝操作窗口,便于开展焊接作业。这一箱体即连头打底焊接平压器的雏形。
后期综合考虑温度、压力等影响气体流动因素,调整打底焊接平压器设计并开展试验,最终结构如图 1所示。
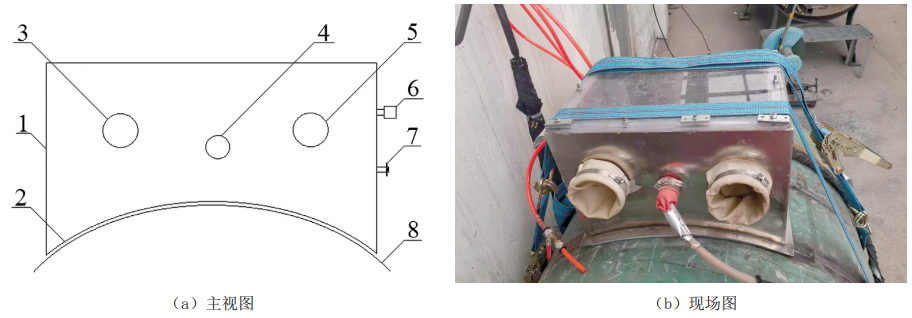
1.操作箱体;2.与管线外壁面相匹配的弧形型面;3.第一操作孔;
4.密封容置孔;5.第二操作孔;6.气压表;7.泄压阀;8.硅胶垫。
图 1 平压器示意图
(2)打底焊接平压器构成。在操作箱体的下端面开设与管道外壁面相匹配的弧形型面,将打底焊接平压器的箱体安装于焊缝打底封口处,弧形型面上布设密封垫[3],以将操作箱体紧压在管道上,操作箱体上设置封车带,环绕箱体与管道一周,通过拉紧器对箱体施加压力,实现打底焊接平压器箱体的密封, 建立管内腔通过焊道封口处与操作箱体的连通,随着气流流进操作箱体,达成气压平衡,抑制封口焊缝内的气体流动,此时可以开始焊接作业。
为保证焊接人员不影响操作箱体的密封性能,操作箱体开设第一操作孔、第二操作孔及密封容置孔。第一操作孔和第二操作孔分别连接密封手套,从箱体外侧将密封手套伸入箱内,执行焊接操作,并保证过程中箱体内外隔离。密封容置孔内设置焊接设备密封件,箱外侧设置焊枪密封管,用于密封氩弧焊枪或者附属线缆等。第一操作孔箱体外侧和第二操作孔箱体外侧分别设置过渡管,密封手套尾部通过环箍固定在过渡管上,稳定固定,可在高密封条件下顺利实现焊接操作。为准确把握焊接时机和便于拆卸,操作箱体上设置了气压表和泄压阀。
(3)存在问题及解决办法。试验前期,使用空压机给管道短节充气,打底焊接平压器与管道接触处密封良好,能实现压力平衡不再产生气流[1]。由于空压机输出气体压力接近0.6 MPa,高于氩弧焊把的输出气体压力0.2 MPa,经过打底焊接平压器罩体的压力和管道内压力都能达到0.6 MPa,有效减缓了封口处气流影响,打底焊接顺利进行,焊接成型良好。
试验后期,考虑到现场环境,管内压力仅略高于大气压,在空压机上再安装一只泄压阀,使其输出气体压力低于0.1 MPa,由于氩弧焊把的输出气体压力高于空压机给管道内施加的压力[2],焊接时液态熔池塌陷形成焊瘤。解决方案是在罩体上安装压力表与泄压阀,通过阀门开合释放一部分压力,调节罩体内的压力略高于管道内压力,实现正常焊接。
2.2 打底焊接平压器应用
在某Φ1016 mm×22 mm管道焊接封口时,使用打底焊接平压器,5分钟内封口处内外气压平衡,不再有气流流出,打底焊接顺利完成,使用效果良好。 但一个打底焊接平压器无法满足全口径管线使用,需要制作不同曲率的打底焊接平压器,根据管径选择使用。
3 结语
北京管道维抢修中心工匠室设计制作的管线连头打底焊接平压器,气压平衡建立速度快,相对于现有自然冷却解决方案,有效减缓了打底焊接封口时的气流影响,缩短了整体焊接操作时间,极大地提升了焊接效率和焊接质量。
参考文献:
[1]宋战兵.扩散―热和气体动力学不稳定性对管道中预混火焰形状的影响[J].天然气工业,2004,24(004):97-100.
[2]张永明,黄书涛.环境压力对焊缝组织和性能的影响[J].电焊机,2016(09):54-59.
[3]刘杰.粘接和密封材料在石油化工机械中的应用[J]. 中国科技博览,2014(29):24-25.

作者简介:朱晓臣,1988年生,北京天然气管道有限公司维抢修中心焊工,现主要从事天然气管道维抢修工作。联系方式:18635693275,499424769@qq.com。
上篇:
下篇:
 甘公网安备 62010202003034号
甘公网安备 62010202003034号 
