



�߸ּ������ܵ���������������о�
��Դ�����ܵ���������־ ���ߣ�����������������������ͮ�������Σ��������������� ʱ�䣺2020-7-21 �Ķ���
���� ������ ���� ��ͮ ������ ������ ������
�й������豸����о�Ժ
ժ Ҫ��X80�� X70�߸ּ������ܵ��Ļ���������Ǵ����������ܵ���ȫ���������ٵ���Ҫ����֮һ��������߸ּ��ܵ��Ļ����춼���ֳ����Զ����������Աȷ����˵��»������ϵ���Ҫԭ���ص�����˻��������Ժ�ǿ����������Ӱ�캸����ѵ�����о����������һ���о������γ��˶��½��߸ּ��ܵ��������������ƵĹ������顣
�ؼ��ʣ������ܵ����߸ּ����߸֣������죻���ѣ����ԣ�ǿ��
�������ܵ��ǹ�����Դ���͵Ĵ�������ƽ�ȸ�Ч���й�ϵ��������Դ��ȫ������ȫ��������Ȼ���ܵ�����ʡǭ��������¡�عܶ���2017��7��2�պ�2018��6��10�����η���ȼ�ձ�ը�¹ʣ�����ش���Ա������ͬһ���ܵ�����ͬһ������һ��ʱ��������λ��������й©ȼ���¹ʣ�������ҵ�Ը߸ּ��ܵ�������������ȫ����ĵ��ǣ��Ը߸ּ��ܵ���������˸���Ӱ�졣 2018��10�£������г�����ֳܾ�����X80�ּ���Ȼ���ܵ����Ӽ�����о������飨�м����躯��2018�� 1237�ţ����о�������ר�������躸���顢����顢�ۺ�������ר���о�С�飬�ڹ��������ڿ�չ�˴������о����������߶Աȷ����˵��»�������ѵ���Ҫԭ���ص���ܻ��������Ժ�ǿ���������ضԺ������Ӱ�������о���
1 �߸ּ��ܵ�������Ķ�������
1.1 ����߸ּ��ܵ�������Ķ�������
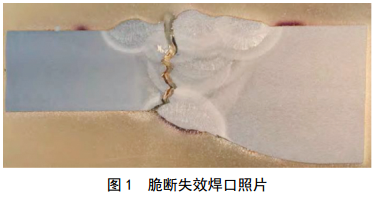
��������ܵ�������Ĵ�����⣬������ͨ���䲿�ܵ���Σ����Ʒ��ȫ�����֣�PHMSA����2011����������ʾ���棬ָ����ֱ������508���ף�20Ӣ�磩��X70��X80�ܵ������г����˹ᴩ��������Ĵ��ʧЧ���⣨ͼ 1��[1]��������Ϊ���ִ��ʧЧģʽ�����¿��ѣ�HAC������Ҫԭ����ʹ����EXX10��ά�غ����������˴������⣬��Ҫԭ���Ǿֲ����ξ����ͷ��ڵĸ߾����ȡ�
2011�꣬�������ݼ���Ȼ��Э�ᣨINGAA����֯�����ֻ��ϣ� PHMSA�����˹�����ܺ����в���ҩо��˿�����������⣬Ҳ��Ϊ��HAC�ʹ�������������Ӧ���������¡�Ӣ������ѧ��(TWI��[2]�����Ķ�X65�ܵ���������о�����Ҳ��Ϊ���غ���Ĵ��Կ�������HAC���ƣ���ԭ�������������ϸߵ�̼�������ֲ�ά��Ӳ��450 HV��������λ����Ԫ�ص�ƫ����������ͽϲ�ȡ�
����߸ּ��ܵ�������Ĵ�϶�Ϊ���ȱںڣ��Ӻ�ֺ���ѡ��ں��������ڱ��������չ���Ҵ���Ӧ���������⣨���ȱں��ߵȣ����о���Ϊ����Ҫԭ���ǹܵ��������ں��ӹ����������˹������⣬�Ӷ������˻����������ѡ�
1.2 ���ڸ߸ּ��ܵ�������Ķ�������
1.2.1 ��Ϻ������
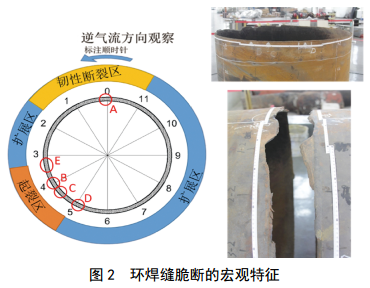
�����¹ʵ��飬�ֳ���������ʱ�Ļ����¶ȶ���5 �桫10 �����ϣ����ӹ���Ϊ�ֹ������+�Ա���ҩо��˿���Զ������/���棻��϶����ֱ����������ӵIJ��ȱں�λ�ã��Ͽڼ��������������Ա��Σ�����λ���ػ���ķֲ�û�����Թ����ԣ����ƶ��������ڱں�ֺ�������ں�������ڲ����ڱ��������չ�������ն������⣬���Ѻ���չ������������Ӱ������ĸ�ġ�ͼ 2 Ϊ�������ϵĺ��������
1.2.2 ���������
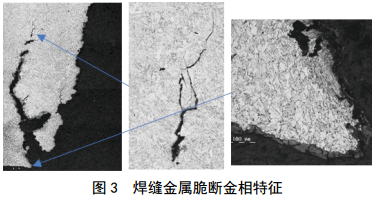
������������������־ֲ��������ѣ��غ��������������չ��Ϊ������չ���������ɼ����Զ������ƣ�ͼ 3��������ڼ��Ͽھ�δ�������Եĸ�ʴ�ۼ���
1.3 �߸ּ��ܵ���������ѹ�������
�������϶��ڲ��ȱںڡ��Ӻ�ֺ���ѡ��ں��������ڱ��������չ���Ҵ���Ӧ�����У����ȱں��ߵȣ����ǹ�����߸ּ��ܵ���������ѵĹ�ͬ���������ⰸ����Ҫ�ǻ��������´�ϣ�ԭ����ʹ�õ���ά�غ������¡����ҹ�����������ܵ�����������ʹ�õĶ�Ϊ���⺸���Ķ�����������ں�һ������ǰһ�����Ļػ������£����㺸�����δ�ػ������ھֲ���࣬�����������Ŀ����Բ���
2 �߸ּ��ܵ���������ѵ�Ӱ������
�ȽϷ������ڽ�����������X70�� X80�ȸ߸ּ���Ȼ���ܵ�������ʧЧ����[3-6]�������˻�������Կ���ʧЧԭ���Ӱ������[7]����Ҫ�������ٺ���������ֵ��ɢ�����ڵ��������ڱ�ں����Ӳ�Բ��������ɵľֲ�Ӧ�����У��ۺ��Ӻͷ������в�����Σ��������ȱ�ݣ��ܺ���ʵ��Ϊ��ǿƥ�䣻������غ����������У��뺸��������ص������Ժ�ǿ���������ء�
2.1 ����������
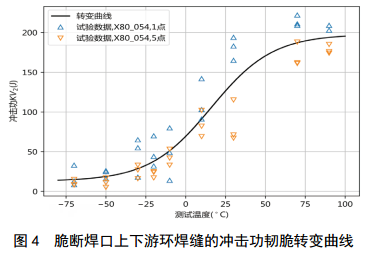
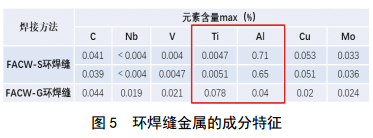
�����Ա���ҩо��˿�Ļ�������Ҫ����Ϊ����������������ɢ���е�λ�ó�����������͡����磬X80�ܵ�������Ĵ������ü��Ժ���E7016�ֹ������գ����/���溸�����Ա���ҩо��˿E81T8-Ni2���Զ������գ��亸�������10 ������������Ϊ15 J��150 J���ʹ�ת���¶Ƚϸߣ�ͼ 4����
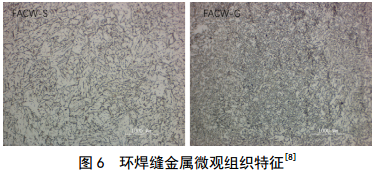
�������Ե����亸�ӹ��պ�����֯��ء�һ���棬�ҹ�Ŀǰ���۸��߹ܵ����ѡ��ҩо��˿�Ա�������FCAW-S�����գ�ҩо�к��нϸߵ�AlԪ�أ��ڷ��������������õ�ͬʱ����ʹ������Al�����ں�������ڡ����磬�Ա���ҩо�����е�Al������������ҩо����FCAW-G�������15����ͼ 5���� Al�ܹ��ٽ�C����ɢ�Ӷ��ȶ��������壬�����ڽ��¹����н��뱴����ת������ʹ�ú�������֯�����϶���塣�Ա��Ա���ҩо���Ӻ�������ҩо���ӵĻ���������֯���Է��֣�ͼ 6���� Al�����ߵĺ��죬�䱴����������ĺ���Ҳ�ϸߡ�
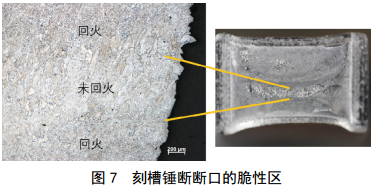
��һ���棬����ʱ��������۷�����Ϻ���� һ�������ܶ�ǰһ������ֻػ𣬻���һ��������δ�ػ���������������ں�������ڡ����磬��������̲۴�������Ͽ�δ�����Ժ���ȱ�ݣ����ɼ�������Ʒ���ڲ�ͬ�̶ȵĴ�������ͼ 7�����ڸ������пɼ��ִ�ı����������壬�����������ɼ���״M-A��Ԫ��������֯���нϺõ�ǿ�ȣ�������ƫ�ͣ��ǻ������ϵ�ұ�����ء�
2.2 ������ǿ��
2.2.1 ���ӽ�ͷӲ�Ȳ���
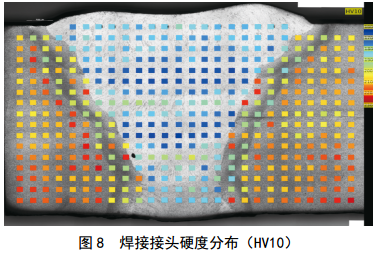
���Բ�������������Ӫ10�����Ȼ���ܵ�����ͬ�����ܲ�ΪX70���ں�17.5 mm��������Ϊ�ֹ��绡����SMAW����ף��Ա���ҩо��(FACW)��䣬����һ���Ĵ����ԡ�ȡ����������ĥ��������ά��Ӳ��ΪHV10��ÿ��Ӳ�Ȳ����1 mm��Ӳ�Ȳ��Խ����ͼ 8��ʾ������Ӳ�����ֵΪ224 HV10��λ����Ӱ�����ڵĴ־�������СֵΪ164 HV10��λ�ں����������ڡ����������Ӳ�ȷֲ���170 HV10��190 HV10��ĸ��Ӳ�ȷֲ���200 HV10��220 HV10���������Ӳ�ȵ���ĸ��Ӳ�ȡ�
2.2.2 ���ӽ�ͷ�������
���ӽ�ͷ��ͨ��������������ʾ���Ѿ������ں�����λ�ã�������� 1��������������ӽ�ͷ����ǿ�ȵ���СֵΪ601 MPa��������жԺ��ӽ�ͷ����ǿ�ȵ�Ҫ������ͬ����ĸ�Ŀ���ǿ�ȵ�����ֵ570 MPa���������������ǿ��Զ����ĸ�ĵ�����ǿ�ȣ������������ǿ�ȵ��ں��ӽ�ͷ�Ŀ���ǿ�ȡ����ӽ�ͷ����ĸ�ĶԺ����������һ���ľ�����ʹ�ú��ӽ�ͷ������ֳ��Ŀ���ǿ�ȴ��ں�������Ŀ���ǿ�ȡ�
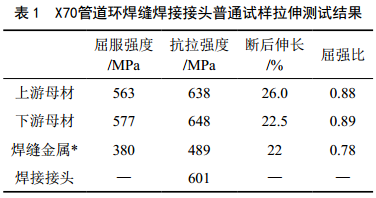
�������������ǿ�ȵ���ĸ�ĵ�����ǿ�ȣ������߳��������غɵ�����ʱ�����������������������ʼ���Ա��Σ����ں���ռ���ߵij���С�Һ�������ǿ�ȵͣ����ߵ���ҪӦ�伯���ں����ڣ��ں��촦����Ӧ�伯�С�Ӧ�伯�в�ͬ��Ӧ�����У�Ӧ��������������Ӧ��ֵ����Ϊ�ô����ϵ�����ǿ�ȣ����ƻ���ʽ��Ҫ����Ϊƣ��Դ��Ӧ�伯�д�Ӧ��ֵ���ܲ������ƣ����ƻ���ʽ��Ҫ����Ϊ���Լ����ƻ����ߴ��Զ��ѡ�
2.2.3 �����������������
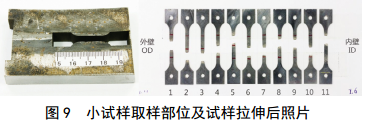
Ϊ��һ���о���������ڲ�ͬ��������ܲ�𣬽����˺�����С����������ԡ�С�������Ϊ0.75 mm���ܳ���50 mm��ȡ��λ�ú����������Ƭ��ͼ 9�����Խ����ͼ 10��
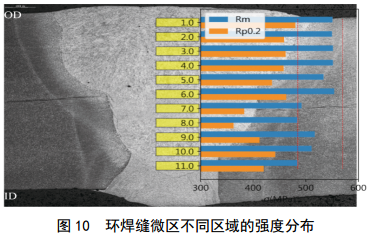
����������ڻ������ڲ�����ͬλ�õ�����ǿ�ȡ�����ǿ�Ȳ�ͬ����ֲ�������Ӳ�ȴ�����������ԣ���Ӳ����������ǿ���뿹��ǿ�Ⱦ�������������Ӳ�������������ں�һ������ǰһ�����Ļػ����¡�����С�������������ǿ�Ⱦ����ڱ��жԺ��ӽ�ͷ������ǿ��Ҫ���ӽ�ͷ���ڵ�ǿƥ���ͷ��
2.2.4 ���ӽ�ͷӦ��DIC����
Ϊ̽����ǿƥ�亸�ӽ�ͷ�����������µı�����������������ͼ��DIC����ؼ����������ӽ�ͷӦ�䳡�� DIC����ϵͳ��Ӳ��������Ҫ�й�Դ��������������ƺкͼ����������������ͼ��ɼ�������ͼ������������ʵ�ֵ�Ŀ����һ̨���������������˫Ŀ����̨����������������Ŀ����̨���������������˫Ŀ�������Ը�����άӦ�䳡�� DIC��һ�ַǽӴ�ʽ������������Ӧ����������ܹ�ѧϵͳ���������Ԫ���Լ������㷨�ȶ����������ƣ�ͨ�����������ԼΪ100��Ӧ�䡣
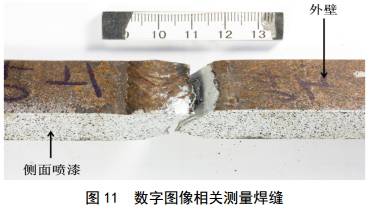
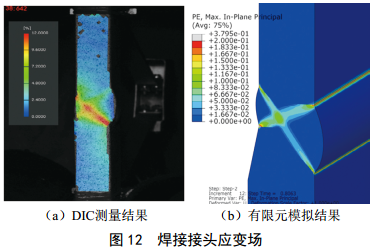
ȡ���ӽ�ͷ��״�����������в��ԣ�����λ�������в�������������汣�ֺ���ԭ��״̬���������澫ĥ�����ᣬ����������������ڼ����������ͼ 11�������������˫Ŀ������������������Ӧ�䣬�����ͼ 12��a�����ɼ�����ǿƥ�亸���ͷ����ʱӦ��ֲ������ȣ��ں����ڲ���Ӧ������X�ηֲ��� X�ε��ĸ���Ϊ����ں�ֺ����Ӧ��������Ӧ��������Ƴ�45�ȣ��˷ֲ�����Ҳ������������Ԫ����ó���ͼ 12��b������ X�εı��μ��д��������ߵı��ν���Ҫ�����ں������ڡ���ǿƥ��ĺ��콫Ӱ��߸ּ��ܵ��Ŀ�����������
3 �о����ۼ��о�����
������߸ּ��ܵ���������Զ��Ѿ��й����������о����������Ӱ����ѵ���Ҫԭ���Ǻ����������ƫ�ͺ͵�ǿƥ�䡣��Ŀǰ�Դ���������ʶ��Ȼ������ͳ����Ҫ������ؿ�չ�о�������һ�ǻ��ڴ�����������ȫ��Աȷ������Զ�ҩо�Ա������ӹ�����ȫ�Զ�ʵо��˿���ӹ��ջ��������֯�����ܣ��о��������ԡ������Ⱥ��غ�������Ϊ�Ķ�����ϵ�����Dz���DIC�������ȼ����ֶΣ����Ը��꾡����������ֲ�����ѧ���ܣ���ӳ��ǿƥ�价������ڵ����⣬�о���ǿƥ�价����Ķ�����Ϊ�����գ�����½��߸ּ������ܵ��������������ƵĹؼ�Ҫ�ء�
4 �߸ּ��ܵ��������������ƽ���
��1����Ʒ��棺Ӧ��ֿ��������ܵ���ʧЧģʽ������غɡ����ӽ�ͷǿ��ƥ�����Ӱ��������ЧӦ��Ӱ�졣���ڵ����ֺ�Ӱ�����߷��չܶΣ������ʱӦ��������ֺ����ܵ�����Ӧ��Ӧ������ʩ�İ�װҪ����ܵ�ͬ�ڽ��ɡ�
��2�����Ϸ��棺�ƶ���ͳһ�ĸ߸ּ��ֹܼܺ�ר�ü������������㹤����������Ҫ���ϸ��շ��������ȫ�����淶Ҫ���ѹ���ܵ�Ԫ������ز��Ͻ������գ��ϸ�ѿ��������̣��淶���չ�����
��3��ʩ�����棺�ֳ��������Ȳ��ò����ɿص��Զ������գ��ϸ��������ӷ��ĺ����Ϲ��ԣ���װ��λӦ�ֳ���֤���ӹ��գ�������ִ�к��ӹ��յ���������ÿ�����ӻ����ֳ�ʩ����ǰ100�����������鲻�������������������ܼ��飻���Ӽ�¼Ӧʵ���Զ���¼������֤ʩ����¼�IJ��ɸ��ĺͿ����ԣ����Ӽ�¼��������Ӧ��ܵ�ʹ������һ�£��ϸ���ʵ�ܵ���װ�ල�����ƶȣ�����ѡ��������ϵ���з��� ���ʵļල������������ݷ��������ȫ�����淶��չѹ���ܵ���װ�ල���飻Ӧ��һ���о�X80�ֹܵ��ĺ��ӹ��գ��Ľ����Ⱥӽ�ͷ���¿���ʽ���ƶ����Ⱥӽ�ͷר��չ�̣��ϸ�ִ�м�����λ�ĵ�������Ϊ��ǿ��������Ա�����ʹ��������������̣���֤����������¼�����ݵ���ʵ��Ч�Ϳ��ݡ�
�ο����ף�
[1] PHMSA. Pipeline Construction: Hydrogen AssistedCracking[R]. Pipeline Technical Report 2011.
[2] TWI. HYDROGEN CRACKING - ITS CAUSES,COSTS AND FUTURE OCCURRENCE [R].MARCH1999. TWI Technical Report 1999.
[3] ����ʡ����������ʯ��������Ȼ���ܵ�ǭ��������¡�Ρ�6��10��й©ȼ���ϴ��¹ʵ�����. ��ʯ��������Ȼ���ܵ�ǭ��������¡�Ρ�6��10��й©ȼ���ϴ��¹ʵ��鱨��[R]. ����������ʡӦ���������� 2018.
[4] �����꣬��ӭ��������ϼ�������������. ��Ȼ�����ܵ�������й©ʧЧ����[J]. ���ܣ� 2014��37(02)�� 56-58.
[5] �ο��ܣ������棬����ӱ����㣬���棬�����٣�������. �߸ּ��ܵ������������Ϊ�о���״��̽��[J]. ʯ���̽��裬 2019�� 45(01)�� 1-5.
[6] �����棬��С������ɳ��������ΰ. ij�ܵ������쿪��ʧЧ����[J]. �ȼӹ����գ� 2019�� 48(03)�� 259-262.
[7] ������. Ӧ�߶����������ܵ������������ܿؼ������Ų�[J]. �ܵ������� 2018(5)�� 4-7.
[8] ����������������ѩ�Σ���ͮ. �ж����������ܵ��������ܲ��Ա���[R].�������й������豸����о�Ժ�� 2018.

����飺�������У�������ʦ�� 2012���ҵ�ڱ������պ����ѧ���ϼӹ�����רҵ����ʿ���Ⱥ���Ϊ�����˳е��˹����ص��з��ƻ���������Ȼ���𡢹����ʼ��ֿܾƼ��ƻ��ȹ��Ҽ���ʡ�����о���Ŀ�������Ҫ���³�ѹ�������豸��ʧЧ�����о��������Է�������������������ϵ��ʽ�� 18600294300�� songm214@foxmail.com��
��ƪ��
��ƪ��
 �ʹ������� 62010202003034��
�ʹ������� 62010202003034�� 
