



����ܵ������Ƭ���ֻ���ʶ���������о���ʵ��
��Դ�����ܵ���������־ ���ߣ������� ��ǿ �ں� ��ǿ ʱ�䣺2019-7-17 �Ķ���
������ ��ǿ �ں� ��ǿ
�㶫����Һ����Ȼ������˾
ժ Ҫ���������ߵ�Ƭ�Ǽ�⺸����������Ҫ�ļ��������ں������ߵ�Ƭ����������Ϣ�࣬��ȫͨ���˹�����ȱ��ʶ�����Ч�Բͨ���Ժ����Ƭ�������ֻ�������ͼ���Զ�ʶ��Ĵ����ݷ���ģ�ͼ������Ƭ���ֻ�����ϵͳ����ij���۹ܵ�57 500�ź����Ƭ�������Զ������Լ��Ժ����Ƭ�����صij���ȱ�ݽ�����ʶ���ҳ������ص��ע�Ļ�����δ�ۺ�ȱ�ݡ�
�ؼ��ʣ������Ƭ�����ֻ���ʶ�𣻸����������о���ʵ��
�����ܵ��dz��������͵����Թ��̣���Ҫ��ȡ���ӷ�ʽ���ӡ���ط�ʽ���衣�������ǹܵ����������ı������ڣ��������û�ֱ��Ӱ�쵽�ܵ������а�ȫ��������������̳��ֶ�����ܵ��������йص�й©�Ͷ����¹ʣ�������ش���ʧ������Ӱ�졣�����Ҫ������Ч�ļ����������ֶΣ�ȫ���Ų�ܵ���������ڵ�������ȫ���ա������ں������ߵ�Ƭ������Ϣ�࣬��ȫͨ���˹�����ȱ��ʶ����Ч�ԽϲЧ��Ҳ�ܵ͡�
ͨ���Ժ����Ƭ�������ֻ�������ͼ���Զ�ʶ��Ĵ����ݷ���ģ�ͼ������Ƭ���ֻ�����ϵͳ������˽����ں����Ƭ���ڱ�������⣬ʵ���˶����۹ܵ������ں����Ƭ�������Զ������Լ��Ժ����Ƭ�����صij���ȱ�ݽ�����ʶ��
1 ��Ҫ����
1.1 �������ߵ�Ƭ���ֻ�
ʹ�ù�ҵ����ҵ��Ƭ��ר�����ֻ�ϵͳ�� MII-900plus���������ߵ�Ƭ���ֻ���������ת��Ϊһ����ʽ�ĵ����ļ���ͼ 1����Ҫ��ɫ����ȣ�8 bit/16 bit�ҽף�256�ҽײ�/65536�ҽײ㣩����ѧ�ֱ��ʣ�Ԥ��ÿӢ��300�㣨300 dpi�������Ӧ�ܴﵽ2400 dpi������ɨ��ڶȴﵽ2.5���ϣ����ڶ��ܴﵽ4.7��
1.2 ���������Ƭ���ݿⲢ���
����ԭʼ��Ƭ�ı���������ʱ��ͻ�����Ӱ��� �������Ҳ����һ�������⣬Ϊʵ�ֺ����Ƭԭʼ��Ϣ�ı��棬�����ܹ����п��١�ȷ�ĵ�ȡ�鿴�����������ߵ�Ƭ�����ֻ�ɨ����̣�ʹ������ߵĵ�Ƭ����Ȼ�����µ���������ת��Ϊ���ֻ����档
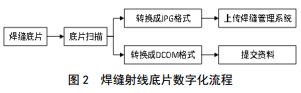
���������Ƭ���ݿ⡣������������ƣ�����������¼�룬������������⣬�������к����ţ��Ը��������Ƭ���б��룬������ߵ�Ƭɨ������⣬���ֻ�������ͼ 2��ʾ�������Ƭ�ļ��������������+���ڱ�ŵķ�ʽ�����ڲ�ѯ��
1.3 ɨ���Ƭʶ��ǰ������Ƭ
�������ֻ�ϵͳ�е�ͼ����ϵͳ��Microsoftoffice Picture manager��ͬ�Ե�Ƭ����ͼ�β��������������Ƭ����������������������õĵ�Ƭ������ͼƬ�����������ͼ������ȡ��Աȶȡ�����������м�ɫ�������ȣ�ʹȱ�ݳ�ֱ�¶����֤�ܵ������Ƭ��ȱ����ʶ�������ǡ���ä�����Բ�������������ĵ�Ƭ����������������������������ɨ�����ֻ��������ܵı��ֵ�Ƭԭʼ��Ϣ�������ԡ��Ժ����Ƭ���ߴ���αȱǷ�Լ��Ǻ����Ƭ��Ϣ���������
1.4 ��չ����ȱ��ʶ����
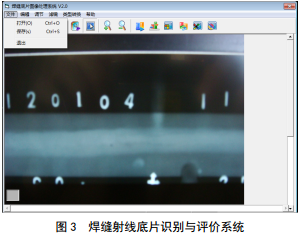
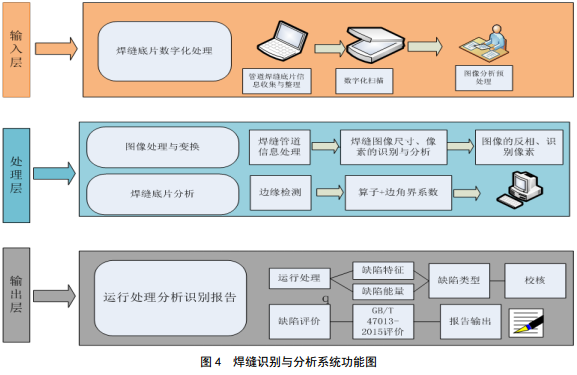
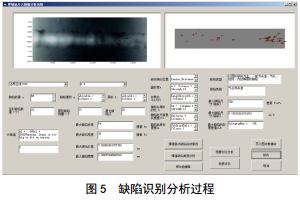
��չ����ͼ���ȱ��������ȡ���Զ�ʶ�𡣶����ֻ�ͼ�����Ԥ�����������ñ�Ե��⡢ȱ�ݸ��١�ͼ����ǿ�����Ա任��ͼ����̬ѧ�����������ںϵȷ�������ȡͼ������������������ȱ��ͼ������ֵ���Ժ���ȱ������������ȡ���Զ���ȱ�����ͽ��з��࣬�����ơ�δ����δ�ۺϡ�Բ��ȱ�ݡ�����ȱ�ݵȡ���Сʶ��ȱ�ݳߴ�����Ӧ������1 mm���������ߵ�Ƭʶ��������ϵͳ��ͼ 3��ʾ��ϵͳ������ͼ 4��ʾ��ȱ��ʶ�����������ͼ 5��ʾ��
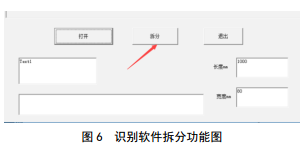
��1�����ֻ�ͼ���Զ��ָ�����Ƭ���ȹ������ᵼ�����ݷ���ʱ���ֻ���Ƭ��Ϣ��ʧ�棬������ȷʶ�����е�ȱ�ݡ�Ϊ���ڶԵ�Ƭ�д��ڵ�ȱ��ʶ������������ñ������Ե�Ƭ�������ֻ��ָ��ͼ 6��ʾ�����ݵ�Ƭʵ�ʳߴ���в�֡�
��2�����ֻ�ͼ��ȥ�롣��ԭʼͼ��Ļ����ϣ� ���ÿ���任����������ͼ��ĻҶ�ֵ����Ա任���е�ijЩ��ֵ��ϵ�����������㣬�Ӷ�ά�ȼ���ͼ���е��������ٽ��з��仯�Ľ���ά�ȴ���������������ͼ��ת��ԭ���Ŀռ����˳�ȥ���������Լ������ڽ��ܵ���Ϣ��
��3��ͼ����ǿ������ɨ�������ֻ���Ƭ��Ϣ�������������ޣ�ȱ�ݴ�����ֵ���㡣Ϊ����ͼ����������ߺ���ʶ������ϵͳ��Ŀ�������ʶ�𣬲���ͼ����ǿ������ԭͼ��������ݱ任���ﵽ��ǿ��Ƭ�Ա�ɫ��Ŀ�ġ�
��4����Ե����뺸�����ֻ���Ƭ������ȡ�����Ѿ����ֻ������ĺ����Ƭ�����ú���ͼ��ı�Ե��ⷽ��������Robert���ӡ� Sobel���ӡ� Prewitt���ӡ�Canny���ӵȣ�������̬ѧͼ���������Ͷ������ںϴ��������������ͼ���Ե��⾫�ȡ�
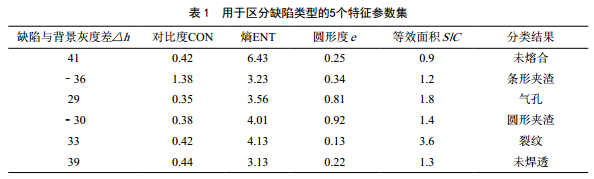
��5�����ֻ���Ƭ����ʶ������NB/T 47013.2�D2015���������ֻ���Ƭ�д��ڵĻ�����Ϣ����Ԥ���������ñ�Ե�������ֵ�����ķ�����ȡ������������ȡ�IJ������õ���ȱ��SVM����������������캯���������д��ڵĺ���ȱ�ݽ��з�����ʶ�������ơ�δ����δ�ۺϡ�Բ�μ��������μ�����ȱ�ݣ����ñ� 1��ʾ��5����������������ȱ�����ͣ�������ɽ����Խ������ۡ�
1.5 �˹���������ʶ����
���ǵ������ɿ��Ե����⣬ѡ��RT-III����Ա���Ժ����Ƭ���ֻ���ʶ�𡢸����������һ���������˹����ˣ�ȷ��������
1.6 �ڼ���źŲ��и���
�Ժ����Ƭ�ĺ����ڼ���źŽ��и��顣��Ϲܵ��������λ����Ϣ���ص��עʩ���ڼ�����ΪII���ĵ�Ƭ�����ڡ���ڡ��̽ڣ�����1.5 m���£����˺��졢��ͷ���˺��졢����Խ�ܵ����˺��졢�����ֺ��߷��չܶκ��켰�ڼ�ⱨ��ĺ����쳣��
1.7 �����Ƭ���ڼ���źŶ���
�������Ƭ���ڼ�⺸���źŽ��ж��룬����һһ��Ӧ��ϵ��ɸѡ������ĺ����Ƭ�Լ���Ƭ�ĺ��졣
1.8 �����Ƭ���ֻ��ļ���ʶ�𡢸���������
�������Ƭ���ֻ��ļ��Լ�ʶ����¼��ܵ���Ϣ����ϵͳ�������ֻ��浵��
1.9 ȱ�ݿ�����֤����
���ݺ����Ƭʶ���������������ڼ���źŸ�������ȷ���ֳ�������֤�㣻�����ֳ�������֤ȱ�ݸ�����������к�ȱ�ݹܵ����������ۣ�����ʱ��������
2 �ɹ�����
�����Ƭ���ֻ�����ϵͳͨ��ij�ܵ�57 500�ų���ܵ������Ƭ�����ֻ��浵��ȱ��ʶ��������������Ҫ�ص��ע�Ļ�����δ�ۺ�ȱ�ݣ���Ч��������ȱ��ʧЧ�������ķ��ա�
2.1 �����ܵ��������Ƭ���ֻ���ʶ������������
��1��ִ�б��淶�� GB/T 26141�D1�D2010/ISO 14096�D1:2005�����������������Ƭ���ֻ� ϵͳ��������������1���֣����塢���ʲ����Ķ������������ο���Ƭ�Ͷ��Կ��ơ� GB/T 26141�D2�D2010/ISO 14096�D2:2005�����������������Ƭ���ֻ�ϵͳ��������������2���֣����Ҫ�� NB/T 47013.2�D2015 ��ѹ�豸�������2����:����⡣ API 579�D1/ASME FFS�D1�D2016���ܵ����������۱����� BS7910�������ṹ����������������ָ�ϡ��� GB 31267�D2015���������ܵ������Թ����淶����
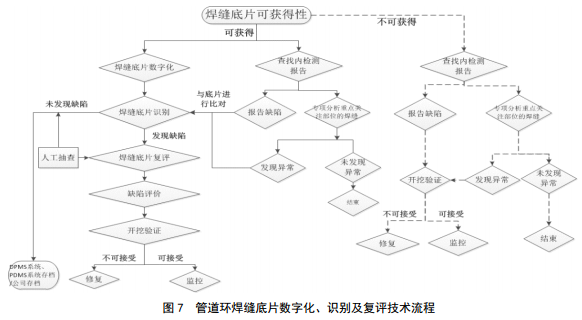
��2�������Ƭ���ֻ���ʶ�����������̡����ݺ������ߵ�Ƭ�ɻ���ԣ������ҵ��ܵ��������ߵ�Ƭ�IJ��֣��������ߵ�Ƭ�IJ��֡�����������ͼ 7��ʾ����ɸѡ����Ҫ�ص��ע�ĺ��졢�����ڶ���ĵ�Ƭ�Լ���Ƭ�ĺ��졣
2.2 ʵ�ֺ����Ƭ���ֻ����γɺ����Ƭ���ֻ�����ϵͳ
Ϊ�����ѯ�͵��ã����ݸ����ڱ�ţ����к�������ͬʱ�������ݿ�Ľ��裬����Ҫ�������¸�֧�������ⱨ�桢��������ͳ�ơ����ֻ�ɨ������ʶ�����۷�������ȡ�ͼ 8��ʾΪ�������ֻ�����ϵͳ��
2.3 ʶ������ص��ע�Ĺܵ�������
�ڶԹܵ��������Ƭʶ���븴���Ĺ����У�����˹��������Զ�ʶ�����ۺ��жϣ����ֲ��ֺ�Ƭ����δ�ۺ�ȱ�ݡ�����֯����Ȩ��������Ƭר���������������һ��ʶ�������Ҫ�����ص��ע�Ļ����졣����������ֳ��ܱ����Ƿ�߱�����������ʵʩ������֤�����ȱ�����ۺ�����
3 ����
��1������ͼ���Զ�ʶ��ĺ����Ƭ�����ݷ���ģ�ͣ�����Ӫ�ڹܵ������Ƭ����ȱ��ʶ��������Ч�ġ�
��2�������˹ܵ��������ݿ��Լ�����ȷ�ԣ������˹ܵ��ճ�����ˮƽ���¹��¼�ʱ��Ӧ��Ч�ʡ�
��3��ʵ���˶���ʷ�����Ƭ������Ϣ������ھ��ֲ��ֺ�Ƭ����δ�ۺ�ȱ�ݣ�����ϵ���λ�á�ȱ��������������أ��ҳ�����Ҫ�ص��ע�Ļ�����������
��4�����ܵ����������ˮƽ�������ش�ܵ��¹ʷ��������Ϲܵ���ȫ���У����ú����Ч��������
���ߣ������裬Ů�� 1973������˶ʿ�����ڹ㶫����Һ����Ȼ������˾��������������Ҫ���¹ܵ������Թ�����صļ���������
2019���4�ڣ��ܵ�47�ڣ�
��ƪ��
��ƪ��
 �ʹ������� 62010202003034��
�ʹ������� 62010202003034�� 
