



������ǿ�ֹܵ��������ϩ������ʧЧԭ��̽��
��Դ�����ܵ���������־ ���ߣ������ ʱ�䣺2018-8-15 �Ķ���
�����
��ʯ�ܵ���������˾�����ֹ�˾
ժҪ��ͨ����������ǿ�ֹܵ��������ϩ��3PE����������ֳ����顢ʵ��������ò��������ĩͿ���ȱ����Է�����̽���˷������ʧЧԭ���������������ĩͿ���ڹ���Ԥ��ʱ���������¶ȿ��Ʋ����ȡ�Ϳ���¶ȹ�����Ͷ������Ϳ����ֹܷ������롣
�ؼ��ʣ��ܵ���3PE�����㣻������ĩͿ�㣻���룻����
�������ϩ��3PE�������������۽ỷ����ĩ�ײ㡢�����м��;���ϩ�⻤��ͬ�����ƻ����ɣ����������ľ�Ե���ܺͿ���е�������ܣ��ڹܵ�����ʩ��������С���������ȶ��Ժá���������һ��Ͷ�ʼ����гɱ��ͣ���˵õ��ձ���á�3PE������ȱ�ݶ��ֶ�������������ȱ�ݵ�Σ������������������������ܳ��־���ϩ����룬����ľ���ϩ�����������������ǿ�ҵ��������ã������������β��·������ٸ�ʴ����������������������˹ܵ�Ͷ�˺������3PE��������ʧЧ�İ����������ڿ��Ժ��������ؽ�Ϳ��ӹܵ��������������
Ϊ����3PE������������״����ij��˾��Ͻ���ߵĸ�ǿ�ֹܵ�����3PE��������м�⣬����3PE�����������������˷������ҳ���3PE���������ʧЧ��ԭ��
1 �������
��1����ۼ��
�Կ��ڴ�3PE���״������Ŀ���鲢���գ����ڰ����3PE�����㣬Ŀ�������������ڲ�һ���״�������ա�
��2��©����
�õ��©�Ƕ�3PE������������������©���⣬��©��ѹΪ25 kV������©��Ϊ�ϸ�����©�����¼©��������ֲ������
��3���������ȼ��
ѡȡ����һ�����棬�ֱ�����0�㡢3�㡢6���9��λ�ý��з������Ȳ�����ÿ��λ�����ٲ���3���㡣
��4������ǿ�Ȳ���
��SY/T 5918�D2011����ظ��ʹܵ���������������淶����¼C�涨�ķ�������PE�����İ���ǿ�Ȳ��ԣ��۲����״̬��
��5��������ĩͿ���ȼ��
��3PE��������봦����������ĩͿ���ȣ�ÿ�����봦���ٲ���3���㡣
��6��������ĩͿ�㸽�������
�ڹܵ���ȡ���ȷֲ���3���㣬���õ��������и�������⡣
��7��ʵ���ҷ���
�Է������������3PE�����㣬����ʵ���ҷֱ���л�����ĩͿ��������ò�������ȱ����Է�����
2 �����
2.1 �ֳ����ڼ����
�������2006�꿪�����裬2009��12��Ͷ����Ӫ��2015������˹ܵ�3PE�������⡣������Ϊ���ⷢ�ַ����������ڼ�ⷢ����ȱ�ݴ������㣬�����15������Ҫ���������3PE��������ۡ�©�㡢����ǿ�ȡ��������帯ʴ�����
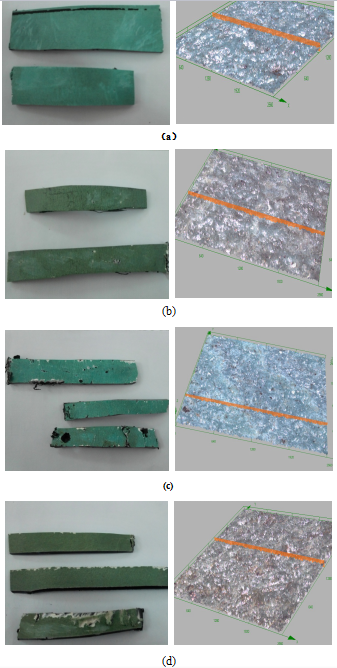
��1����ⷢ��11��3PE����������״�����ã�ͼ 1����������˰�������������25 kV���©��δ����©�㣻����ϩ�����ʱ������ǿ�������Ҫ������ĩͿ����ֹ�����������

ͼ1 ����״�����õķ�����ʵ��
��2��2����X2-GZG-1��X2-WS-2��������ĩ�������������ȫ�������������������û�л�����ĩ�����ҹ�������ʴ��ͼ 2����

ͼ2 ��ȫ����ķ�����ʵ��
��3��2����X3-GZG-1��X3-JH-1��3PE�������价����ĩͿ��������������ͣ���������в��ֻ�����ĩ��������ʴ��������ͼ 3����

ͼ3 ���ְ���ķ�����ʵ��
2.2 ʵ���Ҽ����
��1���������
���ְ����4����X2-GZG-1��X2-WS-2��X3-GZG-1��X3-JH-1��3PE�����㣬������ĩͿ����ȫ𤸽�ھ���ϩ�ϡ������չ۲�������ò�����ð��ְ�˹LEXT4000ȫ�Զ���ά������ò�ǷŴ�۲컷����ĩͿ�����ά����ò������ֱ��ͼ 4��a������b������c������d����
ͼ 4 ������ĩ����ۺ�����ò
����ά����ò����4��������ĩͿ����ѳ���С�ĵ�״��ʴ�ۼ����Ӻ����ò����X2-WS-2(b)��X3-JH-1(d)2��������ĩͿ����ɫ������ƣ�������Ƚ�������3PE����ʱ������ĩͿ��������ơ�
��2��������ĩͿ���ȱ����Է���
����4��������ĩͿ�㣬����DSC��ʾɨ�������ǽ����ȱ����Է������ֱ�ó���ͼ 5 ��a������b������c������d����ʾ��ɨ�����ߺ���Ӧ�ġ�Tg��������ת���¶ȱ仯ֵ����
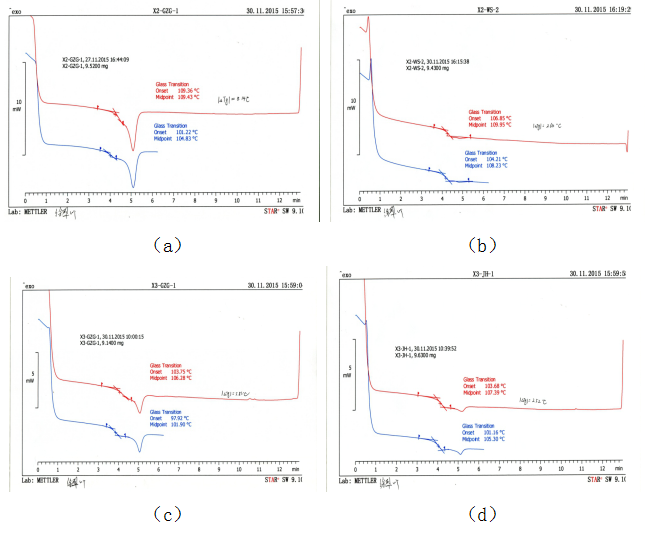
ͼ 5 ������ĩͿ����ɨ������
��ͼ 5��֪��X2-GZG-1��a����X2-WS-2��b����X3-GZG-1��c����X3-JH-1��d���Ļ�����ĩͿ���Tg�ֱ�Ϊ8.14 �桢2.64�桢5.83���2.52�档
����X2-GZG-1��X3-GZG-1�ġ�Tg������5�棨GB/T 23257��2009�涨������ĩͿ���Tg��5�棩�������ϱ�Ҫ����ʾ�价����ĩͿ��̻�����ȫ��
3 3PE����ԭ�����
3.1 �����
��1�����ߵ�����������λ
���ߵ�����������λ������Ϳ����������Ŀ����ԡ�Ϳ�����������©������ǿ����ʱ����Ϳ����롣�Ӽ��������δ����3PE������©��ļ���3PE�����������������������ˮ����ʴ�����β����ˣ��˴μ���3PE����������������������λû��ֱ�ӵ���ϵ��
��2�������¶�
���ڹ��������3PE���������¶ȱ仯�в�ͬ�����������ȣ��������Ƚ������к����������巢�����롣���������ܵ��������¶����У���������������ͽ����¶ȵı仯Ҳû��ֱ�ӹ�����
3.2 ԭ���ϵ�����
������ĩ���䷽�dz���Ҫ��ֱ��Ӱ��3PE�ײ���ܵ������������ܡ���������֪������ĩ��ԭʼ���ϣ����μ��Ļ�����ĩͿ����������Ƿ�����ԭ���ϵ�Ʒ���й����жϡ�
3.3 3PE������Ԥ�ƻ���
��1�����洦��
Ϳװǰ�ܵ����洦�������Ϳ�����ܵĹؼ����������ɰ�����ȼ���ê����ȵȣ���α�������κ���������ҳ�����Ҳ��Ӱ��Ϳ��������Ŀǰ����ȱ����������ļ���Ҫ���Է�����
��2��Ϳװ�¶�
3PE��Ϳװǰ����Ҫ�Ѹֹܵ��¶ȼ��ȵ�200 �����ϡ����¶ȹ��ߣ�������ĩ�̻���Ӧ̫�죬��ĩ�ۻ�����֣���Ĥ��ƽ�������ֱ���Ľ�������ͣ��ڽ�������ǰ��������֬�����Ź������ģ����֡�������ȫʧȥ�ͽ����Ļ�ѧ������������¶�̫�ߣ��۽ỷ�����������ܷ�����Ƚ���������Ϊ������ĩ����ɫ������ơ���˴�X2-WS-2��X3-JH-1����ͿװԤ��ʱ�¶ȹ��߿����������2��������ĩ���������Ͷ����°���ʧЧ��ԭ��
���¶�ƫ�ͣ�������ĩ�������̻�������ʱ����ʹ������ĩ�㲻����ȫ�̻����������������һ�λ�ȫ��ɥʧ�������˴�X2-GZG-1��X3-GZG-1��������ĩ�㾭��ɨ���ⷢ����̻�����ȫ��֤��ͿװԤ��ʱ�¶�ƫ�ͣ������������2��������ĩ��ɥʧ�������°���ʧЧ��ԭ��
4 �����뽨��
��1������������ǿ�ֹܵ������㹲���15����������ĩͿ���������ȫ����ְ����4����ռ���������26.7%��
��2���������������4��3PE�������价����ĩͿ����ֹ������������������һ������ϩ��������߿��ѣ����·��������ʧЧ���ܵ�����������ʴ��
��3�����ֳ�����ʵ���ҷ�����������ĩͿ������巢�������ԭ����Ҫ�Ƿ�����Ԥ��ʱ�¶ȿ��Ʋ����ȣ��¶ȹ����߹��Ͷ���ɻ�����ĩͿ����ֹ��������Ͷ��������롣
��4�����ڷ��������ʧЧ���ص��������ǿ�ܵ����⣬����ЧԤ����������߿��Ѷ����¹��巢����ʴ��
�ο����ף�
[1] �����,����ϼ,��������, ��. �ܵ� 3P EͿ����������������о�. ��ʴ�����, 2006, 27( 7) : 331-333.
[2] ��ʿ��. �ܵ�����������ֲ�. ����: ��ѧ��ҵ������, 2007: 162-164.
[3] ������,��ϣ��,���. dz̸��ظ��ʹܵ�����������3PEͿ���Ӱ��. ��ʴ�����, 2007, 28( 5) : 249 -252.
[4] ����ƽ, ������, ֣��, �� ��. �ܵ� 3PE������Ľṹ�ص���ȱ�ݷ���������. ��ʴ�����, 2006�� 27( 6) :311-314.
���ߣ������������ʦ�����Ʊ�ҵ���й�ʯ�ʹ�ѧ������������Ϊ��ʯ�������ܵ���˾�ܵ������ܡ�
���ܵ�������2018���1�ڣ��ܵ�38�ڣ�
��ƪ��
��ƪ��
 �ʹ������� 62010202003034��
�ʹ������� 62010202003034�� 
