



������Ȼ���ܵ�©�ż��������ȱ�ݵ���ҹ����е�����
��Դ�����������﹫˾������������ƽ������ҵ�� ���ߣ����ͳ� ʱ�䣺2018-6-1 �Ķ���
ժ Ҫ�� Ϊ���ϳ�����Ȼ���ܵ������¼�ƹܵ��� ��ȫƽ�����У� �˽�ܵ������ȱ�ݡ� ��ʴ״�������������� ������ܵ�ȱ��δ�õ���ʱ��Ч��������ɹܵ���ʴ���ס� ���ܵȰ�ȫ�¹ʡ� �ܵ��������Ŷ��ᶨ�ڲ���©�ż��ȼ����Թܵ����б����飬 ���ڶԹܵ�����ȱ�ݵ��ֳ����ұز����٣� ���߽���PipeImage������ ��559�����ߣ����������أ� �� ��630�����ߣ��˹�����¡�� ©�ż�����ݼ��ֳ�ʵ��������������ܼ��ȱ�ݵ���ҵĻ���ԭ����ȷ�������ܼ��ȱ�ݵ�ķ������顣
�ؼ��ʣ� �ܵ� ���ܼ�� ȱ�ݵ� ����
1��ǰ��
�ܵ����й�������Ҫ�ܵ��ڡ� �����������ĸ�ʴ�� �ⸯʴͨ������Ϊ������Ե������ �ϻ�ʧЧ�������� ����ͨ������PCM��Ƶ���е������ԡ� ֱ����λ�ݶȣ�DCVG�� �ȷ����Թܵ��ⲿ�������������м�⡣ �����Ҫ�Թܵ��������һ��ȫ��λ�� ȷ�ļ�⣬ ������ԶԶ�ﲻ��Ҫ��ġ�
���������豸��װ��������ϣ� ����������̽������������ͨ�������ܵ��� �ɼ��������� �洢�ܵ�������Ϣ�� �Ӷ��Թܵ�����ȱ�ݼ���������������Ч�������� �����������˵�����ܼ�⡣ ���ܼ����õľ���MFL©�ż�⼼�������¼�����ܼ�⣩ �� �����ϱȽ������Ĺܵ����ܼ�˾��������Tuboscopc GE PII��Ӣ����British Gas�� �¹���Pipetronix�� ���ô��Corrpro�� ���������﹫˾��Ͻ�ܵ�Ŀǰ������������������Tuboscopc GE PII��˾���м��ġ� �ܵ�������ݵ����úͲ�ѯ����ʹ�øù�˾������PipeImage����������ע�� ��˾��������ܼ����ڽ�PipeImage����������������ݷ������ܵ��������ţ� ��
���ܼ�ⷢ�ֵ�ȱ�ݵ������DZȽ�ȷ�ģ���2���ⱨ����ʾ�� ��ⷢ��ȱ�ݵ��ڹܵ��е����λ�á� ȱ�ݳߴ��Ѿ���ȷ���˺��ס� �����ֳ�ȱ�ݵ���ҹ��������Ƿ��֣� �ߵ������ɽ���� ���ӵĵ��ε�ò�� ������ȷ�IJ���ȱ�ݵ㣨���¼�Ʋ���ȱ�ݵ�Ϊ���㣩 �����˽ϴ�����ѡ� ��ν�ȷ�ļ���������õ����ӵĹܵ�����ֳ��� ��߶����ȷ�Ժ���Ч�ʣ� ��Լ���ڳɱ��� ͨ��PipeImage�����Լ�����ݵķ����о����ֳ�ʵ��������ۺϱȶԣ� �����ܹ�ȷ���ҵ�ȱ�ݵ㡣
2. �������ԭ��
Ϊ�˷���ȱ�ݵ���ң� �ܵ����ܼ��ʱ�� ����ͨ�����ڹܵ�����ÿ1�������Ҳ���һ�����˵㣨Ӣ�ģ� marker�� �ֳƱ�ǵ㣩 �� ����豸ͨ��ʱ�ͻ��������м�¼���˵�λ�ã� ����һ�������Ĺ��߾ͱ����˵��и������ʮ��1�����С�Σ�ͨ�����������˵㣬 ����1�����ڶ�����Ծ������ˡ�
������2008��8�µ���������������ɵ�һ��ȱ�ݿ��ڵ���������˵���� ��ͼ1�� ����A084�����˵���6680�Ż���������2.4�״��� ����A079�����˵���7630�Ż���������6.1�״��� ������Ϊ748.2�ף�495.8��+252.4�ף� �� ���ε����ȱ�ݵ�Ͻ���7250����495.8�ף� ���е����ȱ�ݵ�Ͻ���7250����252.4�ס� ������ʹ��Ƥ�ߴ����ε������ε����ǰ��252.4�ף� ����7250����λ�ã� Feature�еġ�0.0metres����ʾȱ����7250����ľ�����0�ף� ��˵��ȱ�ݾ��ں����ϡ�
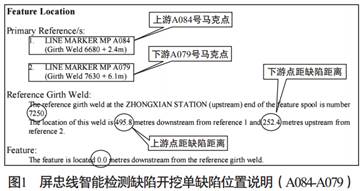
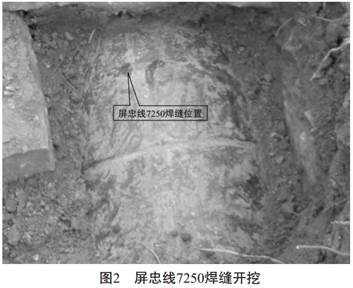
���7250λ�ò����� ��ֱ��ˮƽ����п��ڣ� ��ͼ2�� ���ֺ��졣
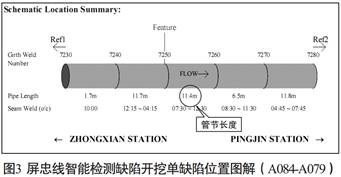
Ϊ��֤ʵ�ú����Ƿ���7250���죬 ���Ҿ�Ҫ�õ����ڵ���ȱ��λ��ͼ�ⲿ�֡� ��ͼ3�� ͼ�б�ע��ÿ�ڹܵ��ij��ȣ� ��Ϊ���μ��ܵ��òĵ�ԭ�� ��ֱ�ܶΡ� ��ͷ�� �̽ӣ� ÿ���ܵ��������������ġ� 7250�ź�������ιܽڳ�����11.4�ף� ��ô�����ھ��ѿ��ں���λ������11.4���п��ڣ� ����ܹ��ڵ����죬 ˵7250�ź�����ҳɹ��� ��Ȼ�� ȱ�ݵ��ھ�7250�ź�������0��λ�ã� ���Ǿ��ܳɹ��ҵ�����λ�á� ����һ�����ӣ� ���ͼ����ʾȱ�ݵ���7250�ź�������2�״��� ��������7250�ź�������2�״����ھ��ܳɹ��ҵ�ȱ�ݡ�
3. �ֳ�ȱ�ݶ������ҪӰ������
�ֳ�ȱ�ݵ㶨�����������Ҫ�õ���Ƥ�ߣ����ߣ� �� ̽���ǣ� ����ƽ̹ʱҲ���õ��������ǣ� ��Ȼ���ܼ�����ݾ�����1���ף� �����ֳ��Ķ�������У� ��һЩ�ۻ�����������Ӱ�죬 ��������Ǵ���һ�����ģ� ���������һ�㶼��10�����ڣ� ����Щ�����صIJ�����������ﵽ�˼�ʮ�ף� �ⶼӰ���˶��㹤����������չ��
3.1 ƽ��·���ҵ㣺
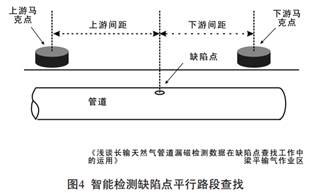
��ͼ4�� ���·����ܵ��������ƽ�У� �ܵ�����һֱ�������ȶ�״���� ����������������״���� ͨ������ѡȡ���μ�༰���μ������Ϳ��ԣ� �ֳ�����������С�� ���Ժ������ҵ�ȱ�ݵ㡣
3.2 ��ƽ��·���ҵ㣺
���ر�������ܵ�����ƽ�У� ���λ�ò��ȶ���ʱ�� ���ͳ����ˡ� ���������ڲ������������һֱ�����ڵ������ ���ֲ�����������ڡ� ��ͼ5�� ͼ��������������������ɵIJ������������ ������1�� ��������ʰ뾶С�ڹܵ������ʰ뾶�� �ڵ��湰����ܵ�����ĵ���������ȴ��ڸô��ܵ����ȡ� ������2�� �ܵ��Ӷ��¹��ɵ�ƽ��·�Σ� �ܵ���һ����ͷ����Ĺ��̣� �ô���ܵ�����ĵ����������С�ڸô��ܵ����ȣ� ������3�� �ܵ������¶��¶��˻����¶��ˣ� �ܵ��Ӷ��¹��ɵ�ƽ��·�Σ� Ҳ��һ����ͷ����Ĺ��̣� �ô���ܵ�����ĵ���������ȴ��ڸô��ܵ����ȡ�
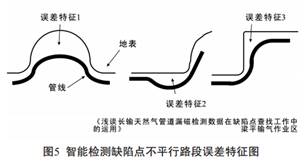
��Ϊ����ߵ�������ǹ���ļ���ͼ�Σ� ���Ǿ��Եľ��λ���Ե�Բ�� ����Ҫͨ����ȷ�����Ǻ����Ѷȵģ� ͨ���ֳ����������İ��տ������ֳ�������Ա�ľ�����жϡ� �����������̱���Ӧ��̽���ǶԹܵ��������ȫ�̼�أ� ������ͼ5�е������������������ʱ�� ������ԱӦ�������ü���֪ʶ�Բ��������мӼ������� ����ֳ������ж�ʧ�����ۼƹ��࣬ ���ͻᳬ�����Ʒ�Χ��
3.3 ������·ƫ��
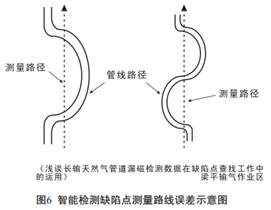
����·̽�ⲻ������·����Ϥ�� ���ƾĿ����齫�������ߴ����жϳ�ֱ�ܶεȣ� ʹ��ȱ�ݵ������·��ܵ���������ƫ� ����ȱ�ݶ��㹤������Ϊ�����ĵͼ�ʧ�� ��ͼ6�� ��������У� ��·����·����ܵ�����·��������ƫ�
3.4 �����˵�ʧЧ���������
ͨ�����������ܼ��ʱ�� ÿ�������һ�����˵㣬 �����ܹ�ȷ��ÿ��ȱ�ݶ����������1�������ҵ�����֮�䣬 ȱ�ݾ����������˵����ʮ�������ף� �����������ڿɿط�Χ�ڡ� ���������ܼ������У� �������˵��豸�����˹��ϣ������ݷֶα��ʧЧ��
��������2008��������Ϊ���� ����A068�����˵�������A036�����˵������4727.1�ף�1940.6��+2786.5�ף� �� ��˵������֮����2��3�����˵�ʧЧ�ˣ� ��ʹ�ܶ��з�δ�ﵽԤ��Ч���� ȱ�ݸ���������������������˵�1940.6�ף� ���������˵�2786.5�ס�
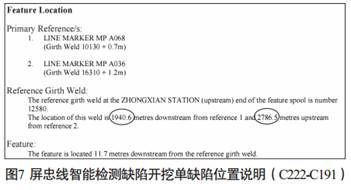
��ֱ���������ֳ�ȱ�ݶ�������������Ѷȣ� ��С�������ȶ��ﵽ��1940.6�ף� ���˹������У� ������������Ӱ�������Ľ��Dz�����������
4. �Ż������������
�����ܼ�����ݡ� ���ݷ���������PipeImage�������¼�Ƹ�����Ϊ�� PII�� ���ֳ����������� ���߸̲߳�ߵ��� ���ϣ� ���ÿ�ѧ�ķ������ֳ����з����� ������ ���ڱ�֤ȱ�ݵ㶨�㾫�ȵ�ǰ���£� ���̶����ʱ�䣬 ��߹���Ч�ʣ���Լ������ ��Լ���ڳɱ��� ����ά���á� ������߽��ܼ����ֳ�������PipeImage��������ʹ�õ��ĵ�����߷����� ���������Ԧ�630�����ߣ��˹�����¡�� 2010��©�ż������Ϊ����
4.1 �ܵ��б���
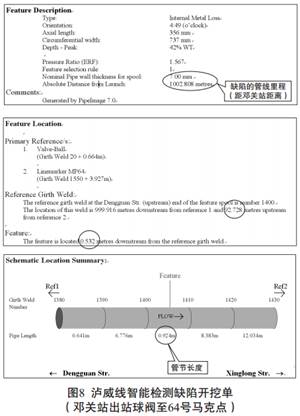
����ѡȡ�����ߣ��˹�����¡�� �˹�վ��վ����64�����˵�һ��ERFֵΪ1.567��ע�� ERFΪ�ܵ�����ѹ���뱾��������ѹ���ı�ֵ�� ��ֵ�Ѵ���1�� ˵���ڸ�ȱ�ݵ㴩�ף� ���ܵĿ����Լ��� �������� �� ȱ�����Ϊ�ں��42%��ȱ�ݵ���н���˵���� ��ͼ8�� ȱ�����Ϊ1002.808�ף� ȱ�ݵ�λ��1400�ź�������0.532�ס� 1400�ź����˹�վ��վ��999.916�ף� ��64�����˵�92.728�ס�
������ô�ͳ�ķ������ǿ϶�ֱ�Ӵ�64�����˵㷴�������92.728���ҵ����죬 Ȼ���ڳ����η������0.924����ȷ��1400�ź��������ȷ�� Ȼ���1400�ú��쳯���η������0.532�����ҵ�ȱ�ݵ㲢����
�����и��ķ����� ͬ����ͼ8��ʾȱ��Ϊ���� ͨ��PII�������б������еġ� Pipeline�������ɴ����б���ע�� �����б���Ҫ��¼��ÿ�ιܽڵij��ȣ� ������̡� ��ͷ��������Ϣ�� ��
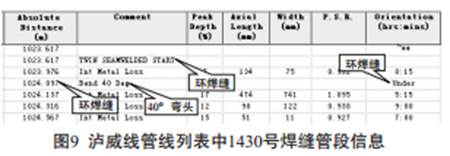
ͼ8��ȱ�ݵĹ������Ϊ1002.808�ף� ͨ���б��鿴���Ƿ��֣� �����Ϊ1023.097����һ��40����ͷ��Bend 40 Deg�� �� ��ͷ����Ϊ�����η������䣬 �����ͷ���ܴ���һ���������µ㡣 ���ǿ��Դ�64�����˵㳯���н�70�����ң�ע�� 92.728��ȥ��1023.097-1002.808)�ף� �� ������Եķ�����ͷ�� ֱ�Ӷ���ͷ���п��ڣ� �ҵ���ͷ���η��� 0 . 4 8�״����Ϊ1023.617�ĺ��죨twin seamwelded start�� ���Ӻ��촦�����η���ȷ����20.809�ף� ֱ�ӿ��ڣ� ȱ�ݵ�ȷ�ҵ���
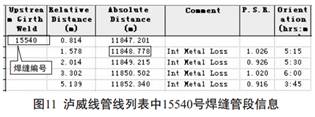
�پ�һ�������� ��ͼ10�� ȱ�����Ϊ11848.778�ס�

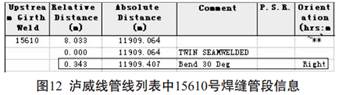
Ȼ���ڹ����б����ҵ��õ㣬 ��ͼ11�� ������ȱ�ݵ����η����ҵ���������ͷ�� һ��Ϊ�����η��������ͷ30�㣨Right�� ���Ϊ11909.407�ף� ��ͼ12�� һ��Ϊ�����η��������ͷ30�㣨Left�� ���Ϊ11947.9�ף� ��ͼ13�� ���Ǵ�75�����˵㳯���η������н�������500���ܱߣ�601.649��ȥ��11947.9-11847.201�� �ף� ����500�׳��Բ�����������Ӱ�쵽���㹤���� ��̽���Ǻ�ͬ������ҵ�ͼ13�е�����ͷ��ͷ�����ѣ� �����γ������ߣ� ��ͷ��������ˮƽ180��ı��� �� Ȼ���ٴ���ͷ�������ν���100.699�ף�11947.9-11847.201�ף� ��̽�����ҵ�ͼ12�е�����ͷ�� ���һ����0.5���ڣ� Ȼ��Ը���ͷ���п��ڣ� �ҵ�������ͷ0.343�״���15610�ź��졣 ��15610�ź��쳯�����н�����60.286���ҵ�15540�ź��죬 ȱ�ݾͺ������ҵ��ˡ�

Ϊʲô�ڶ������Ӳ����һ����������ֱ�Ӳ�������ȱ�ݵ㣬 ��Ҫ���ҵ�ȱ�ݵ�����1.577�״���15540�������죬 ͨ���������ҵ�ȱ�ݵ㡣 ��Ϊ��һ����������ֻҪ��ȷ����20.809�ף� ���DZȽϾ�ȷ�ģ� ���ڶ�������Ҫ��ȷ����60.286�ף� �����Գ��� ���ܻ��ܵ���Ӱ������� �����������Ӧ�ò����Ͻ�һ��İ취���ж��㡣
4.2 �ܵ�3DӰ��
��˾��ɹܵ����ܼ����ṩ�� �� 3 D Ӱ �� �� �� �� �� �� ͨ �� �� �� �� �� �� ��ֱ�۵Ŀ����ܵ���3D����Ӱ�� ����ܵ����� ��ͷ�� ���ң� ��ͨ�ȶ����Ժ�ֱ�۵Ŀ����� ʹ�úͲ����ܼ� �˷������������˻�������ԭ���� �Լ������Ĺ����б����㷨��ĸ���������
��ͼ 1 4�� ȱ�ݵ�����������˵�ֱ���390.963��614.607�ס� ȱ�ݵ�λ��3560�ź����ܱߡ�
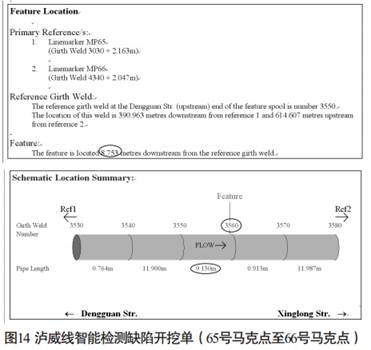
��ͼ15�� ����ͨ���ùܵ���3DӰ�����ԵĿ����˺���3560������ͷ�� ����ḻ�� �Թܵ��ֳ���Ϥ�Ĺܻ������Բ������κβ�����ֱ���ҵ�λ��ɽ���ϵ���ͷ�� �ҵ�������ͷ��3560�ź���� ���ͼ14�� �Ӻ��쳯����ȷ��������0.377�ף�9.13-8.753�� ����ȱ�ݵ㡣

5������
�ÿ�ѧ�ķ��������ܼ���������õ����ܼ��ȱ�ݵ㿪����֤��ȱ���������ֳ��� ��������˶����ȷ�ԡ� ��Ч�������˶���ʱ�䣬 ����˹���Ч�ʣ� ��Լ���˹��� ��������ط��ã� ����ǿ�˼���������ֳ��Ŀ����ԣ�Ϊ�ܵ�ȱ����������˳����չ�춨�����õĻ����� ��Ч�ӳ��ܵ���ʹ�������� Ϊ�ܵ���ȫƽ�����б��ݻ�����
6. ������
���߲�������ƽ������ҵ����ʯ�ߡ� ���������ܼ��ȱ�ݿ�����֤������ ��ϲ����˹ܵ�������ǿ���������ߵ�ȱ�������ֳ������� �ܽ��ռ���һЩ�ֳ�����ؾ��顣 ����ͨ���μ����������﹫˾��GE��˾��֯�ٿ������ܼ����ѵ��ͨ���������������� �ܵ���ר����ʦ�ǵ�ָ���Ͱ����� ��һЩ���㹤�����鷽���������Ż��Ľ��� ����չʾ�˱��߶Թܵ�©�ż�������ں���ȱ�ݿ��ڶ��㹤�������õ�̽�֡� ���ؽ��Լ�һЩdz���Ķ��㹤����������߷����� ���Ҷ��ָ������� ��
�����
[1]��������2008��©�ż�ⱨ�桷 PII Pipeline Solutions��̫ԭ�������ó��˾��
[2]�������ߣ��˹�����¡�� ©�ż�����ݼ�Pipeline������ PII Pipeline Solutions�� ̫ԭ�������ó��˾��
���ܵ������� 2012��� 3 �ڣ��ܵ� 4 �ڣ�
��ƪ��
��ƪ��
 �ʹ������� 62010202003034��
�ʹ������� 62010202003034�� 
