



�ܵ��ڷ������ڻ�����ϵͳ������
��Դ�����ܵ���������־ ���ߣ����� ʱ�䣺2019-3-22 �Ķ���
��������Τ�������˼�������˾
ժ Ҫ�������ܸ�ʴ������90%�����ڱڸ�ʴ�������첿λ��ʴʧЧ��ռ����[1-2]�����Ŀǰ���ڵļ���ƿ�����з����ڲ���ϵͳ����ӦDN250�����Ϲܾ����Ժ��켰Ԥ�����������ɰ����������ɰ�ϻ���ϵͳ������������Ϳװ�ã�һ�ν������30��40���ڣ�����ң�أ�������Ƶ���漰����ָ��ʵʱ���䡣�������ֳ��ڲ��ڹ��յ�ȷ�Ժ������ԣ���Ч����˱��洦����������Ա��ȫ�Բ�����⣬�ֳ�����Ч�����á�
�����ֹ��ڷ�����Ԥ�Ʒ����㣬��ͷԤ��һ�Σ�����Լ50��100 mm��δ�������棬��ʩ���ֳ��ֹܶԺ����γɺ��죬��Ժ��켰��������Ԥ������ı��洦���ͷ�����Ϳ���Ե���Ϊ��Ҫ��
�ֹܱ��������ɰ������ʹ�ñ���ﵽ�������ף���ê��ΪSa2.5��������ֲڶ�Ϊ40��60 �� m��Ȼ������¶������������ǰ������Ϳ��ҵ[3]�������Ԥ�ƹ���ʹ�øֹܷ����������ȶ���һ�����������ֳ����Ӻ���Ժ��켰��������Ԥ��������з������ڡ�Ŀǰ���ڹܵ����蹤���У��ܾ�����DN800�Ĺܵ����ɹ�����ԱЯ��Ϳ�Ͻ���ܵ�����ˢͿ���������Ȳ��ܱ�֤����Ϳ����������ָ�������Ա��������ȫ���أ��ܾ���DN300�DDN800�Ĺܵ��������ڲ��ڳ����в��ڣ���Ժ��켰��������Ԥ������ı��洦�����ø�˿ˢ��ĥ�ķ�ʽ[4]�������ִ�ĥ��ʽ���ֹܱ���ê�������ﲻ��Ҫ��
�����˹���ʽ�����ڲ�����ҵ����������⣺���ֹ�ˢͿ������֤Ϳ��ľ����ԡ������ԣ���ʹ���ڽ϶�϶���ݡ��ڹ��ڲ����ռ����ޣ����ܱ�֤100%�ı��汻���ǡ��۰�ȫ�Բ��������ϡ��������Ա����˺�������Ŀǰ�������ڲ��ڳ���ҵҲ����һЩ���⣺�ٴ�ĥˢ�������棬ê�ƴﲻ��Sa2.5����������Ϳ��������ճ�������ڴ�ĥ�ṹ����ת�˶������ܱ�֤���컷������Ĵ�ĥЧ��һ���ԡ��۴�ĥ�����в����ij�������������Ʈɢ������֤��������������ȣ�Ҳ����Ⱦ���ڲ��ڲ�λδ���ɵ�Ϳ�㡣
����������⣬�б�Ҫ��ƿ���һ���ܹ������ֳ���������ɰҪ��IJ��ڻ�����ϵͳ��ʵ�ֶԺ��켰��������Ԥ������ı��洦����Sa2.5����ɰ�ϻ��������á�ȫ����ҵ����ң�أ��Լ��Բ�������ʵʱ���ơ�
1 �ṹ���
1.1 ���ԭ��
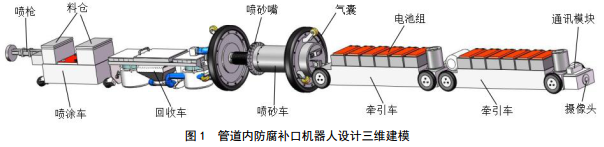
�����ڲ��ڻ������豸����һ��С��ͼ 1���� ��ͷ��β��������̨ǣ��������ɰ�������ճ�����Ϳ����ÿ����֮������������ӣ����Ա�֤���복֮����һ�������ɶȡ���һ̨ǣ����Я�������������ͨѶģ�飬������������Լ��ܵ��ڲ�������������Թ۲캸�캸�����������ҽ����廭��ͨ��ͨѶģ��ʵʱ���������Ŀ�����Ա����̨ǣ����Я�������ĵ���飬��������ĸ�������ǣ������ǣ����Ԫ���õ���������ϸ˼�����ģʽ���ٶ�����ȶ���ǣ����������������ɰ������ɰ�����˰�װ�����ң��ڲ���װ����ɰ�죬�������ȷ��λ��������ҳ�������ɰ���ܷ����ڲ�����ɰ�������ת�����Ժ���Ϊ���ĵ�ֱ�������˶�����ʱ�����ճ��ϵ�ɰ�ϱ�������ɰ�죬���ٴ�����ֹܱ��棬��˷�����ҵ���أ������켰��������Ԥ���������ɽ�������ɫ����ê��ΪSa2.5��������ֲڶ�Ϊ40��60��m����ҵ��ϣ������ջأ����ճ����ܵ��ײ���ɰ�ϼ������ջأ��Ա�����һ��������ʹ�á����ճ�������������Ϳ������̨��Ϳ��������Ϳ�ѻ�ϵ����ܼ�������֬Ϳ�ϣ�Ҳ�����ռȶ�������ϱ���Ϳ���ܼ�������֬Ϳ�ϡ���Ϳ����Я������������Ա�֤��ǹȷ��λ���죬�������Ժ���Ϊ���ĵ�ֱ�������˶��������졢��������Ԥ������������������ȫ���ǡ�
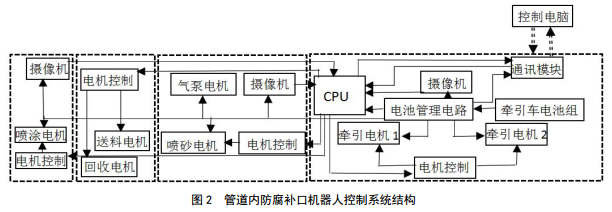
�ܵ������ϵͳ�����ʼDZ����Ժ����߷���װ�ã��ʼDZ������ϰ�װ�в����������ڲ��ڻ����˽���ܵ���������Աͨ�����������߷���װ�ö��ڲ��ڻ����˽���ʵʱң�أ�����ͣ���Ժ�����л���Ƶ�۲�ͺ���ȱ�����գ�ͼ 2����
1.2 ����ϵͳ���
�ܵ��ڲ��ڻ����˵ĵ��ӿ���ϵͳ�ṹ����ͼ 2��ʾ���������尲װ��ǣ�����ϣ�������CPU�����洢���ʹ��ڣ��洢�������洢ÿ���������Ƶ��Ƭ�ͺ����������������ʵ�ֿ��������ͨѶģ���ͨѶ��ǣ������������ͨѶģ�顢��ع�����·�͵������ģ�飬��ع�����·������ǣ�������������Ż��ij�ŵ磬ʹ�õ����ﵽ���������������ع�����·���������η����ͨѶģ�顢�������ǣ�����1��2�����õ������ɰ��������ϵ�������յ������Ϳ�������ɰ������������������õ������ɰ�������ɰ�������ģ�顣���ճ��������ϵ�������յ���͵������ģ�顣��Ϳ�����������������Ϳ����͵������ģ�顣������Ա����������༭ָ�ͨ��ǣ������ͨѶģ�鷢����������壬����������CPU��ָ��ֱ���ǣ���������ģ�顢��ɰ�������ģ�顢���Ϻͻ��յ������ģ�顢��Ϳ�������ģ�顣
2 ��������
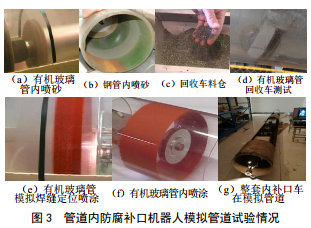
���ܾ���Χ����ΪDN250�DDN400�� DN400�� DN600�� DN600�DDN800����������ܾ���Χ�ֱ���������ɰ�������ճ�����Ϳ������ģ��ܵ��ڷ������飬ȷ���˳����ļ��������� DN400�DDN600�ڲ��ڻ����˼����������ڱ� 1��
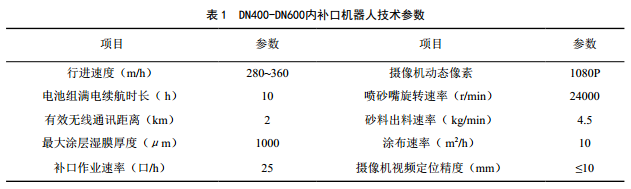
3 ģ��ܵ�����
Ϊ�˸��õ���֤�ṹ���������Ҵģ��ܵ���ͼ 3ΪDN400ģ��ܵ����������
4 �ֳ�ʩ��
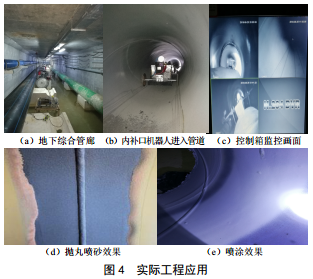
���ܽ����ģ��ܵ��������������ɰ�������ճ�����Ϳ���Ľṹ�����Ż�����������������Ҳ����ϸ�����ڸ���ʡ������ƽ̶�ۺ�ʵ���������ۺϹ��ȸ��߹��̣�һ�ڣ� PPP��Ŀ�Ͻ����˹ܵ��ڲ�����ҵ���Խ�һ����֤��ɰ�������ճ�����Ϳ���ṹ�Ŀɿ���(ͼ 4)��ʩ���ܵ��ܾ�Ϊ��426��8 mm�ͦ�630��10 mm�����ȷֱ�Ϊ11 323.0 m��14 013.7 m�����������ֱ�Ϊ1 258�ں�1 557�ڡ�
5 ����
��ϸ������ǰ�ܵ��ڷ������ڼ���ƿ���������˿������ùܾ�DN250�����Ϲܵ����ڲ��ڻ�����ϵͳ���������������ɰ��е�ṹ��ʵ���˶Ա��洦���ﵽSa2.5����Ч����ʹ��Ϳ����ֹܱ�����õ��ӡ������ڲ��ڻ������豸ʵ����ȫ������ң����ҵ��������ڲ�����ҵЧ�ʡ�
�ο����ף�
[1]����ƣ�������������Σ��ȣ��ܵ��ڷ����㲹�ڼ����о���չ[J]���ܵ��������豸�� 2012��(3)�� 48-50��
[2]����ɯ���룩������ܵ��ڷ�������������㲹�ڷ���������������̣� 1994����5���� 59.
[3]��ȫ�����췽�ԣ����ﺸ�Ӹ��ʹܵ�����Ϳ�����������ؼ�����[J]����ʴ������� 2009(36)��167-172��
[4]���𣮹ܵ��ڷ������ܲ��ڻ����������������[J]����������湤�̣�OGSE���� 2001�� 20��2�� :41-42��
���ߣ����֣��У� 1982��������ѧ���ƣ�����ʦ���з������ܣ���Ҫ���������ܵ���ʴ����豸���ܵ��ڷ��������豸���ܵ���������������豸���з������칤����
��ƪ��
��ƪ��
 �ʹ������� 62010202003034��
�ʹ������� 62010202003034�� 
